第2 章 模具零件的机械加工 思考题与习题 l
在模具加工中,制定模具零件工艺规程的主要依据是什么
答:根据模具零件的几何形状、尺寸和模具零件的技术要求,结合现有加工技术和设备情况下,能以最经济、最安全加工出高质量的模具零件作为依据
在导柱的加工过程中,为什么粗(半精)、精加工都采用中心孔作定位基准
答:导柱的加工过程中,为了保证各外圆柱面之间的位置精度和均匀的磨削余量
对外圆柱面的车削和磨削,一般采用设计基准和工艺基准重合的两端中心孔定位
所以,在半精车、精车和磨削之前需先加工中心定位孔,为后继工序提供可靠的定位基准
导柱在磨削外圆柱面之前,为什么要先修正中心孔
答:磨削前对导柱进行了热处理,导柱中心定位孔在热处理后的修正,目的是消除热处理过程中中心孔可能产生的变形和其它缺陷,使磨削外圆柱面时能获得精确定位,保证外圆柱面的形状和位置精度要求
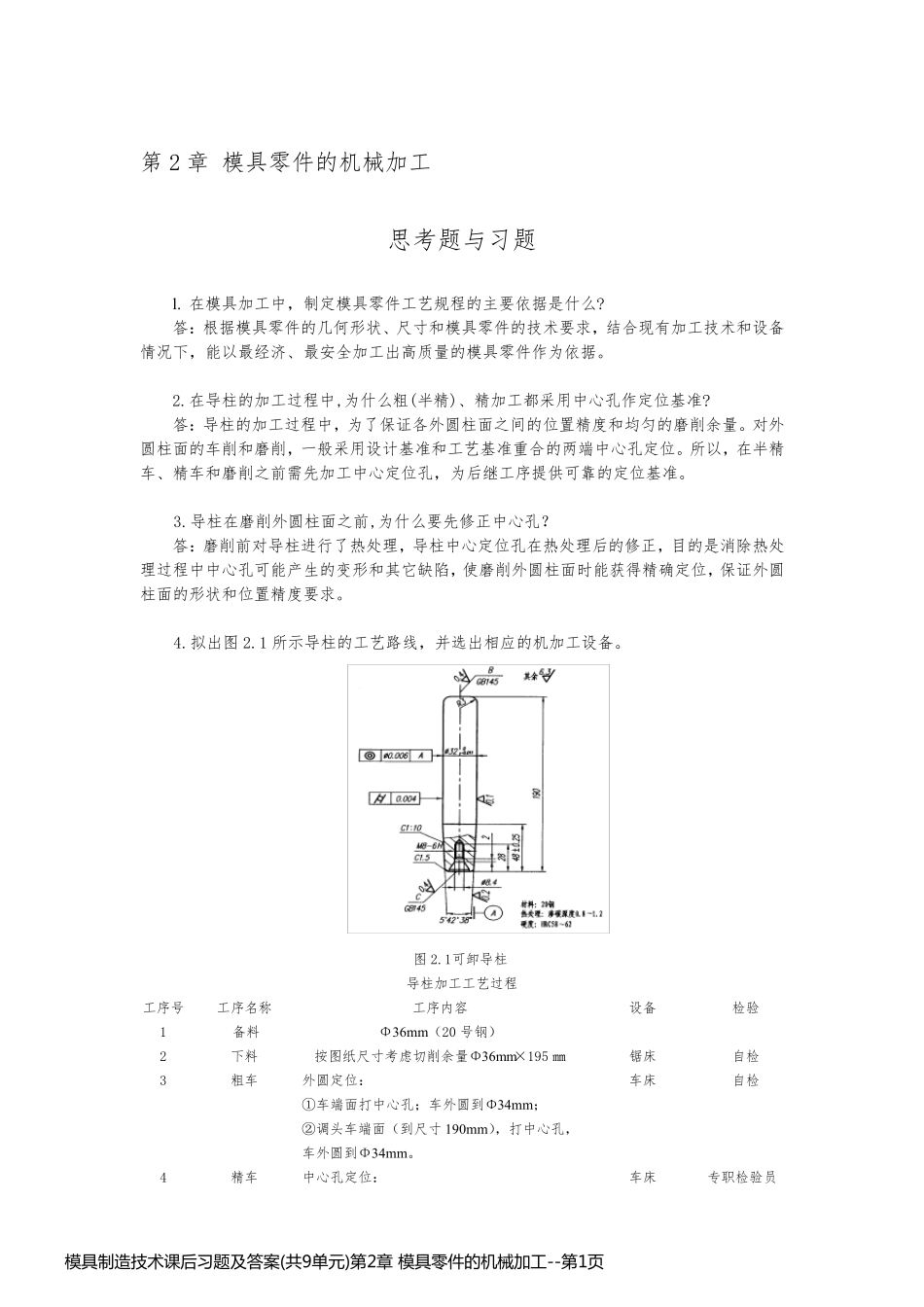
1 所示导柱的工艺路线,并选出相应的机加工设备
1可卸导柱 导柱加工工艺过程 工序号 工序名称 工序内容 设备 检验 1 备料 Φ36mm(20 号钢) 2 下料 按图纸尺寸考虑切削余量Φ36mm×195 ㎜ 锯床 自检 3 粗车 外圆定位: ①车端面打中心孔;车外圆到Φ34mm; ②调头车端面(到尺寸190mm),打中心孔,车外圆到Φ34mm
车床 自检 4 精车 中心孔定位: 车床 专职检验员 模 具 制 造 技 术 课 后 习 题 及 答 案 (共 9单 元 )第 2章 模 具 零 件 的 机 械 加 工 --第 1页模 具 制 造 技 术 课 后 习 题 及 答 案 (共 9单 元 )第 2章 模 具 零 件 的 机 械 加 工 --第 1页①精车外圆面到尺寸(留磨削余量0
2mm),精车R3; 5 精车 调头外圆定位: ① 车锥面到尺寸,倒角C1
5; ② 在端面钻M8 螺纹底孔