激 光切 割 的 基 础 知 识 早 在 上 世 纪 70 年 代 , 激 光 被 用 于 切 割
在 现 代 工 业 生 产 中 , 激 光 切 割 更被 广 泛 应 用 于 钣 金 , 塑 料 、玻 璃 、陶 瓷 、半 导 体 以 及 纺 织 品 、木 材 和 纸 质等 材 料 加 工
未 来 几 年 里 , 激 光 切 割 在 精 密 加 工 和 微 加 工 领 域 的 应 用 同 样 会 获 得 实 质 的增 长
当 聚 焦 的 激 光 束 照 到 工 件 上 时 , 照 射 区 域 会 急 剧 升 温 以 使 材 料 熔 化 或 者 气化
一 旦 激 光 束 穿 透 工 件 , 切 割 过 程 就 开 始 了 : 激 光 束 沿 着 轮 廓 线 移 动 ,同 时 将 材 料 熔 化
通 常 会 用 一 股 喷 射 气 流 将 熔 融 物 从 切 口 吹 走 , 在 切 割 部分 和 板 架 间 留 下 一 条 窄 缝 , 窄 缝 几 乎 与 聚 焦 的 激 光 束 等 宽
火 焰 切 割 火 焰 切 割 是 切 割 低 碳 钢 时 采 用 的 一 种 标 准 工 艺 , 采 用 氧 气 作 为 切 割 气 体
氧 气 加 压 到 高 达 6 bar 后 吹 进 切 口
在 那 里 , 被 加 热 的 金 属 与 氧 气 发 生 反应 : 开 始 燃 烧 和 氧 化
化 学 反 应 释 放 大 量 的 能 量 ( 达 到 激 光 能 量 的 五 倍 )辅 助 激 光 束 进 行 切 割
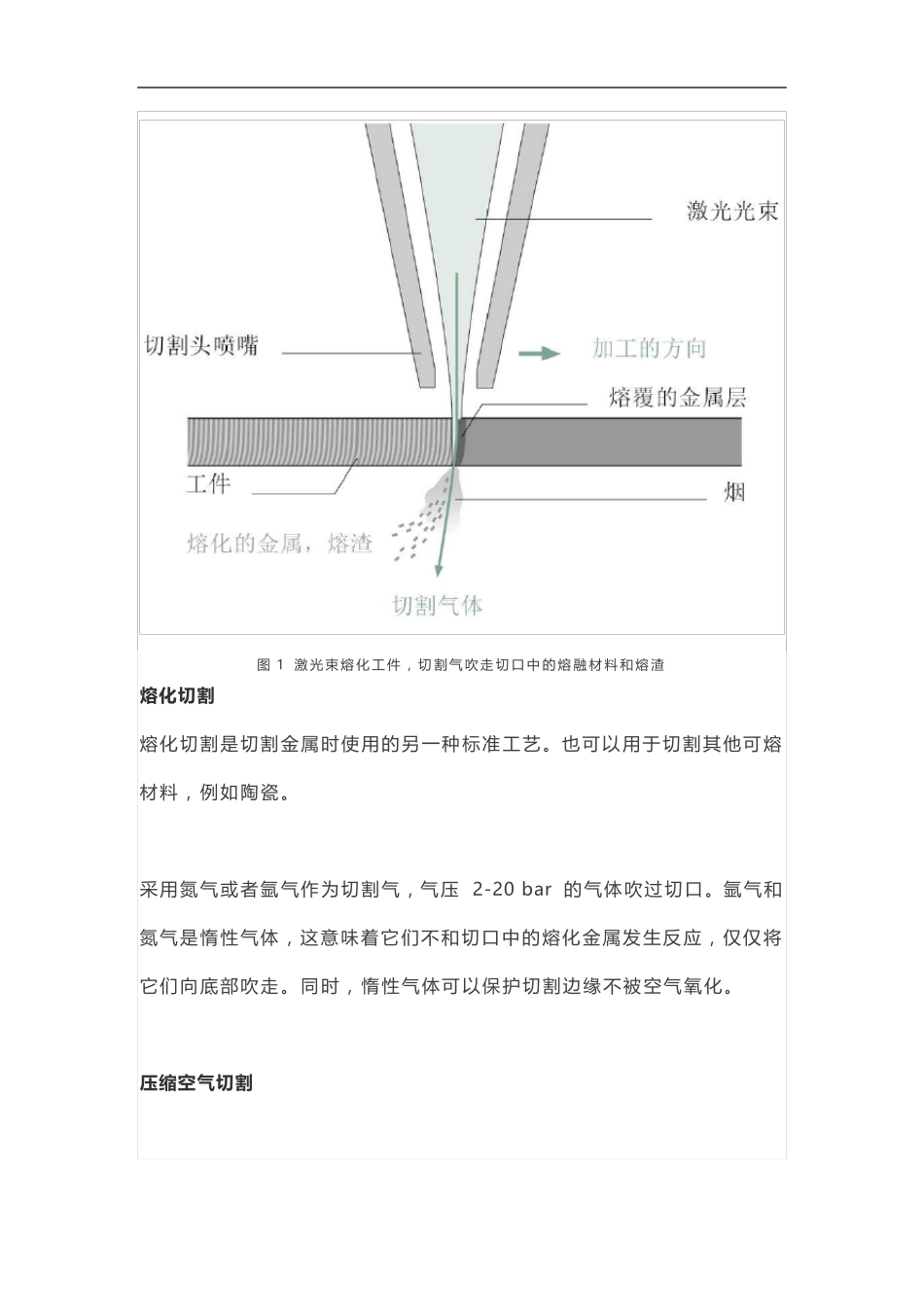
图1 激 光 束 熔 化 工 件 , 切 割 气 吹 走 切 口 中 的 熔 融 材 料 和 熔 渣 熔 化 切割 熔 化 切 割 是 切 割 金 属 时 使 用 的 另 一 种 标 准 工 艺
也 可 以 用 于 切 割 其 他 可 熔材 料