管道全自动焊接工法天津大港油田集团工程建设有限责任公司近几年,长输管道市场明显地向着高压力、大口径、厚壁厚的趋势发展
现在中国石油行业大多数施工单位采用全自动焊接的方式从事长输管道施工
现在中国石油行业各施工单位都在管道焊接装备、施工能力等方面获得长足的进步,陆续装备了自动焊接机组,进入了大口径管道施工市场
近年来,成品油管线工程及多个天然气支线工程建设累计将有数万公里正在施工
在将来的几年里,石油天然气管输管道工程施工市场容量巨大,给大港油田集团工程建设公司带来了更大的商机,市场发展前景看好
通过近几年的研究,从室内实验到现场实践,进行了全自动焊接设备优化配备及各项资源的优化配备,合理调节了工艺参数,并针对不同地形地貌制订了适宜性的施工方案和施工组织方式,现在已形成了一套行之有效的施工工法——大口径长输管道全自动焊接工法,并在全公司范畴内推广应用,达成了预期的研究效果,获得了良好的经济效益和社会效益
一、工法特点1.全自动焊接采用药心焊丝和气体保护,能够获得优良的焊接质量
该焊接工艺以其小电流、低电压、细直径实心焊丝、短路过渡为重要特点,下向焊时熔池体积小、可实现全焊接及抗锈低氢的内在优势,特别适合于填充焊,盖面焊时 Ar 气体和CO2气体的保护作用使其焊缝表面成型规则、饱满,且与母材过渡圆滑
2.全自动焊接合格率高,焊接参数调定之后,即可实现自动化作业,减少人为操作因素对焊接质量的影响,提高焊口一次合格率
3.全自动焊接参数调定后能进行持续性作业,提高了生产效率,与其它焊接办法比较,减少了频繁更换焊条、焊丝产生的材料浪费,减少施工成本
同时全自动化焊接作业也减少了工人的劳动强度,但对工人的本身素质和操作能力有更高的规定
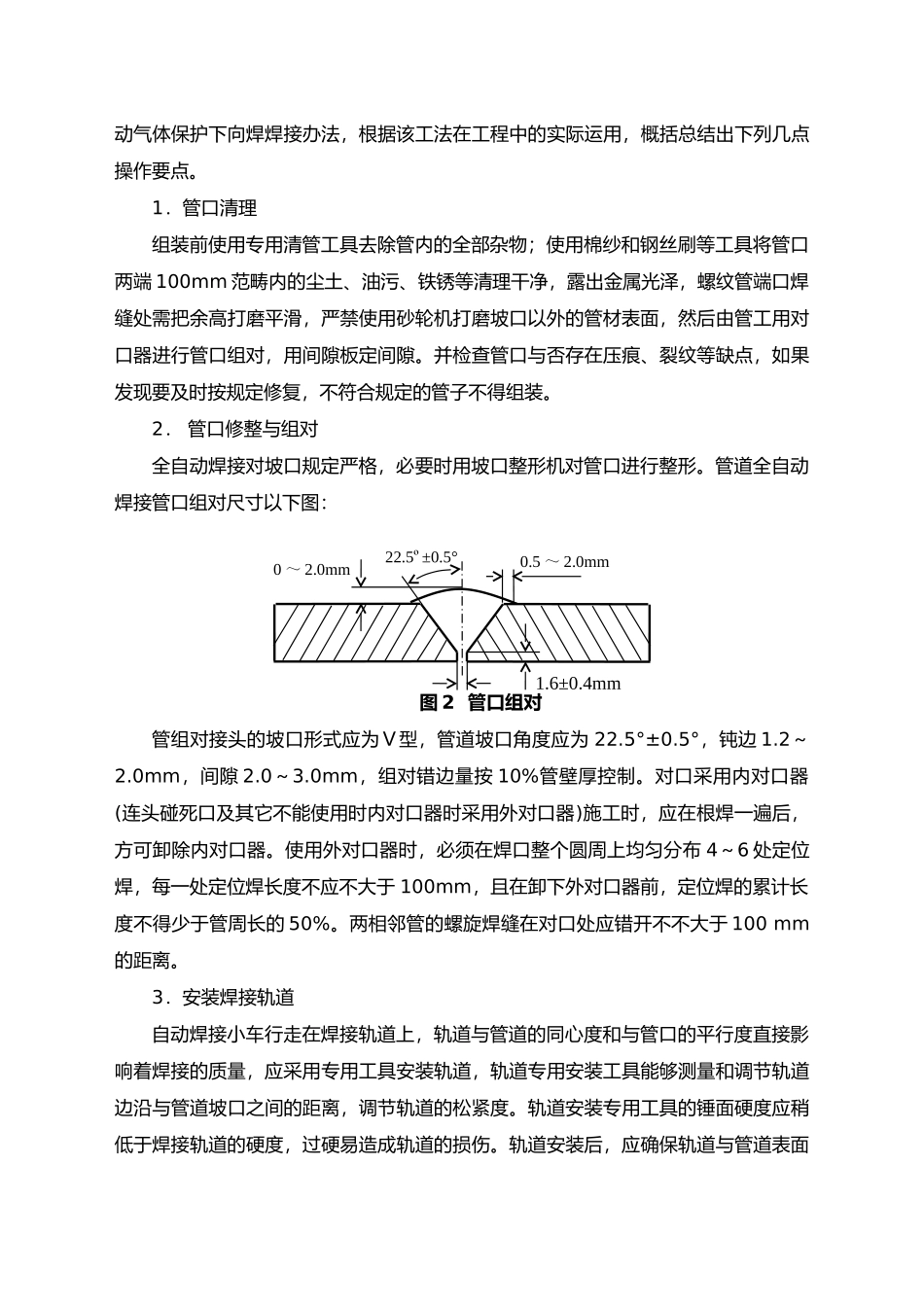
4.全自动焊接工艺对管道组对坡口质量和坡口型式规定严格,需要配套的坡口整形机等设备
5.全自动焊接的保护气体为 Ar 气体和 CO2气体,因此与其它焊接