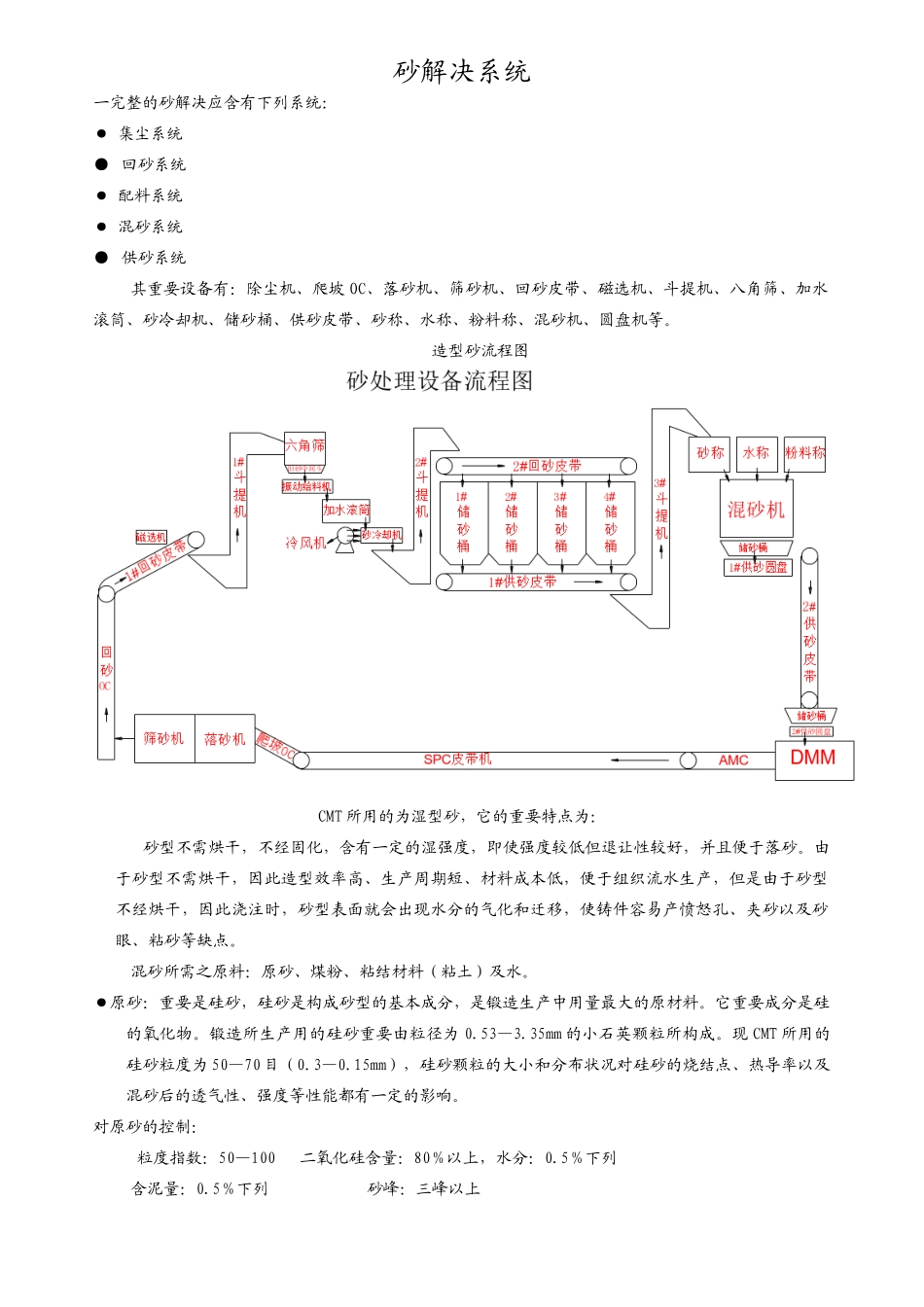
砂解决系统一完整的砂解决应含有下列系统:● 集尘系统● 回砂系统● 配料系统● 混砂系统● 供砂系统其重要设备有:除尘机、爬坡 OC、落砂机、筛砂机、回砂皮带、磁选机、斗提机、八角筛、加水滚筒、砂冷却机、储砂桶、供砂皮带、砂称、水称、粉料称、混砂机、圆盘机等
造型砂流程图CMT 所用的为湿型砂,它的重要特点为: 砂型不需烘干,不经固化,含有一定的湿强度,即使强度较低但退让性较好,并且便于落砂
由于砂型不需烘干,因此造型效率高、生产周期短、材料成本低,便于组织流水生产,但是由于砂型不经烘干,因此浇注时,砂型表面就会出现水分的气化和迁移,使铸件容易产愤怒孔、夹砂以及砂眼、粘砂等缺点
混砂所需之原料:原砂、煤粉、粘结材料(粘土)及水
●原砂:重要是硅砂,硅砂是构成砂型的基本成分,是锻造生产中用量最大的原材料
它重要成分是硅的氧化物
锻造所生产用的硅砂重要由粒径为 0
35mm 的小石英颗粒所构成
现 CMT 所用的硅砂粒度为 50—70 目(0
15mm),硅砂颗粒的大小和分布状况对硅砂的烧结点、热导率以及混砂后的透气性、强度等性能都有一定的影响
对原砂的控制:粒度指数:50—100 二氧化硅含量:80%以上,水分:0
5%下列含泥量:0
5%下列 砂峰:三峰以上●煤粉:是以烟煤为原料经粉碎而制成的产品,其重要作用以下:1.运用煤粉在高温的分解及分解后包覆在砂粒表面的碳膜以避免铸件产生粘砂及夹砂,同时也可提高型砂溃散
2.在铁液的高温作用下,煤粉产生大量还原性气体,以避免铁液被氧化,并可使铁液表面的氧化铁还原,减少金属氧化物和型砂进行化学反映的可能性
3.煤粉受热后开始软化,含有可塑性,能够缓冲石英颗粒受热而形成的膨胀应力,从而能够减少因砂型受热膨胀而产生的铸件夹砂缺点
4.煤粉受热后产愤怒、液、固三相的胶质体,胶质体的体积膨胀可部分的堵塞砂型表面砂粒间的孔隙,