山东格瑞德集团有限公司 编号:GD-03-74 SMC 制品工艺作业指导书 受 控 号: 受控状态: 编制: 审核: 批准: 2010-01-29发布 2010-01-29实施 山东格瑞德集团有限公司 发布 目录 1
SMC片材混料作业指导书…………………………………1 2
SMC片材成型作业指导书…………………………………2 3
SMC模压产品备料作业指导书……………………………3 4
SMC产品模压成形作业指导书……………………………4 5
SMC产品后处理作业指导书………………………………5 6
SMC产品包装作业指导书…………………………………6 SMC片材混料作业指导书 1
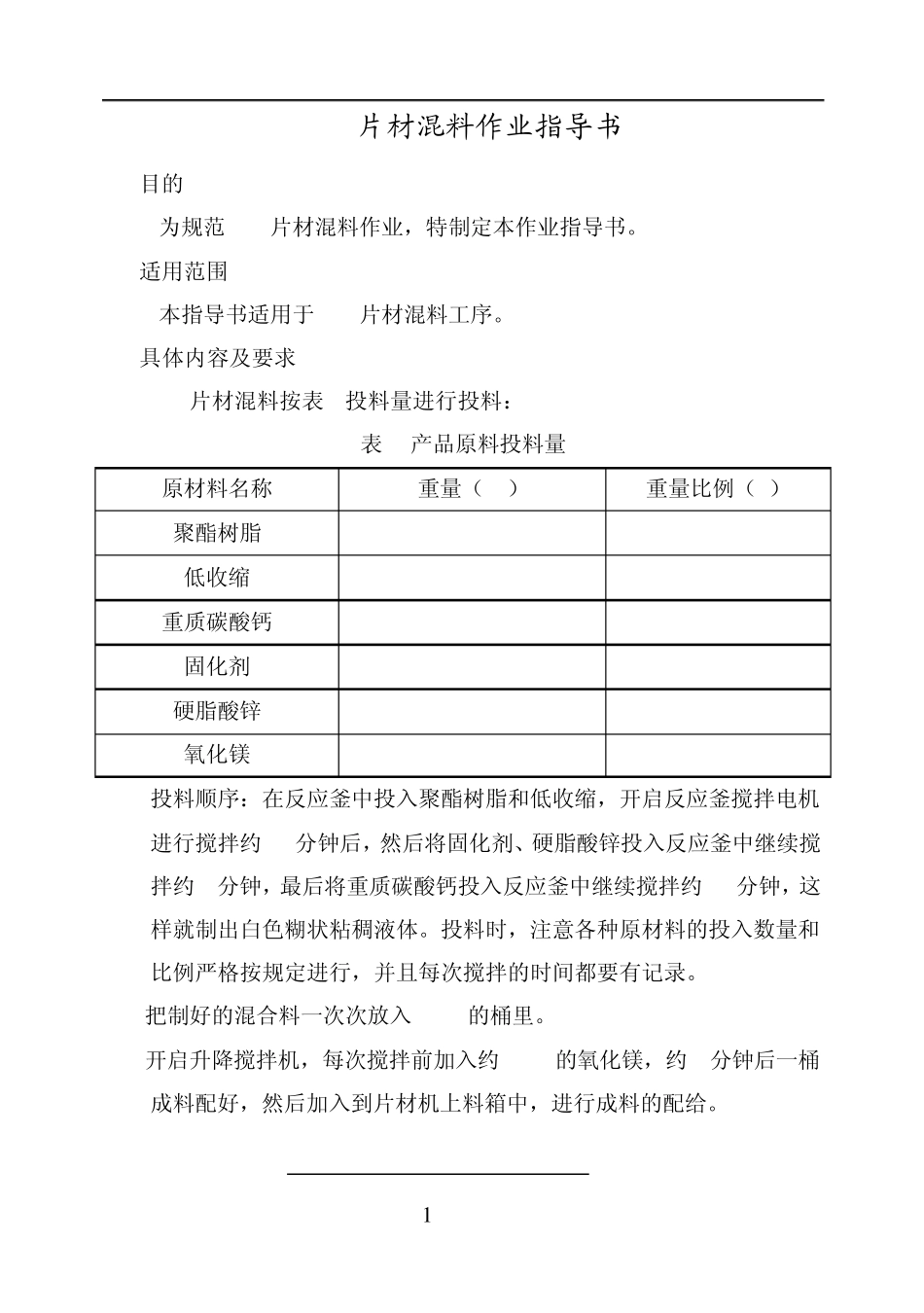
目的 为规范SMC片材混料作业,特制定本作业指导书
适用范围 本指导书适用于SMC片材混料工序
具体内容及要求 3
1 SMC片材混料按表1投料量进行投料: 表1 产品原料投料量 原材料名称 重量(kg) 重量比例(%) 聚酯树脂 440 28
53 低收缩 200 12
97 重质碳酸钙 860 55
77 固化剂 8 0
52 硬脂酸锌 22 1
43 氧化镁 12 0
2 投料顺序:在反应釜中投入聚酯树脂和低收缩,开启反应釜搅拌电机进行搅拌约10分钟后,然后将固化剂、硬脂酸锌投入反应釜中继续搅拌约5分钟,最后将重质碳酸钙投入反应釜中继续搅拌约30分钟,这样就制出白色糊状粘稠液体
投料时,注意各种原材料的投入数量和比例严格按规定进行,并且每次搅拌的时间都要有记录
3把制好的混合料一次次放入80kg的桶里
4开启升降搅拌机,每次搅拌前加入约480g的氧化镁,约3分钟后一桶成料配好,然后加入到片材机上料箱中,进行成料的配给
1 SMC 片材成型作业指导书 1
目的 为规范SMC片材成型作业,特制定本作业指导书
适用范围 本指导书适