浙江弘驰科技股份有限公司工艺控制程序 文件编号: HCKJ/QP-039 文件版本: A 生效日期: 2024
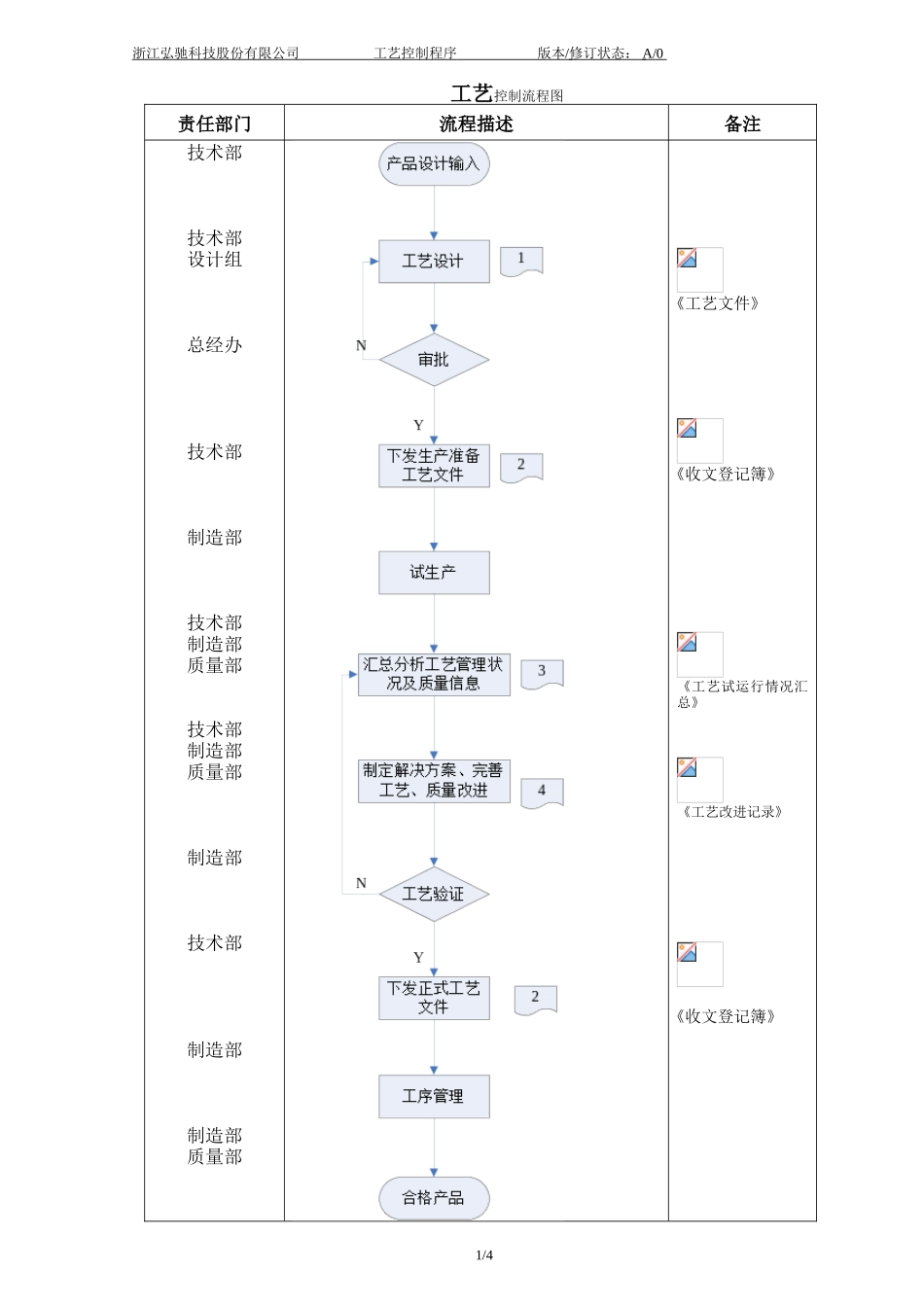
01 发文编号: 编制技术部审核批准浙江弘驰科技股份有限公司 工艺控制程序 版本 / 修订状态: A/0 工艺控制流程图责任部门流程描述备注技术部技术部设计组总经办技术部制造部技术部制造部质量部技术部制造部质量部制造部技术部制造部制造部质量部《工艺文件》《收文登记簿》《工艺试运行情况汇总》《工艺改进记录》 《收文登记簿》1/4下载后可任意编辑1
目的为保障工艺过程的完整、可控及持续改进,实现工艺对制造过程的指导和保障作用,特制定本工艺控制程序
适用范围适用于总经办研制产品及批产制造产品的实现过程
1 技术部是记录的归口管理部门,负责工艺控制程序文件的收发和更改记录
2 制造部工艺组是工艺文件的制定部门
3 制造部各车间是工艺文件的使用部门,负责所收工艺文件的保管和日常使用 ,按工艺文件规定进行生产操作
工作程序及要求4
1 制造部工艺组根据产品设计输出文件进行工艺设计,并提出专用关键设备和设计专用工装(具体见《工艺装备管理办法》)
在进行工艺设计时,要将产品质量特性的重要程度和对不同工序(或不同工序因素)提出相应的控制要求,具体、准确地体现在工艺文件中,从而保证符合产品设计要求
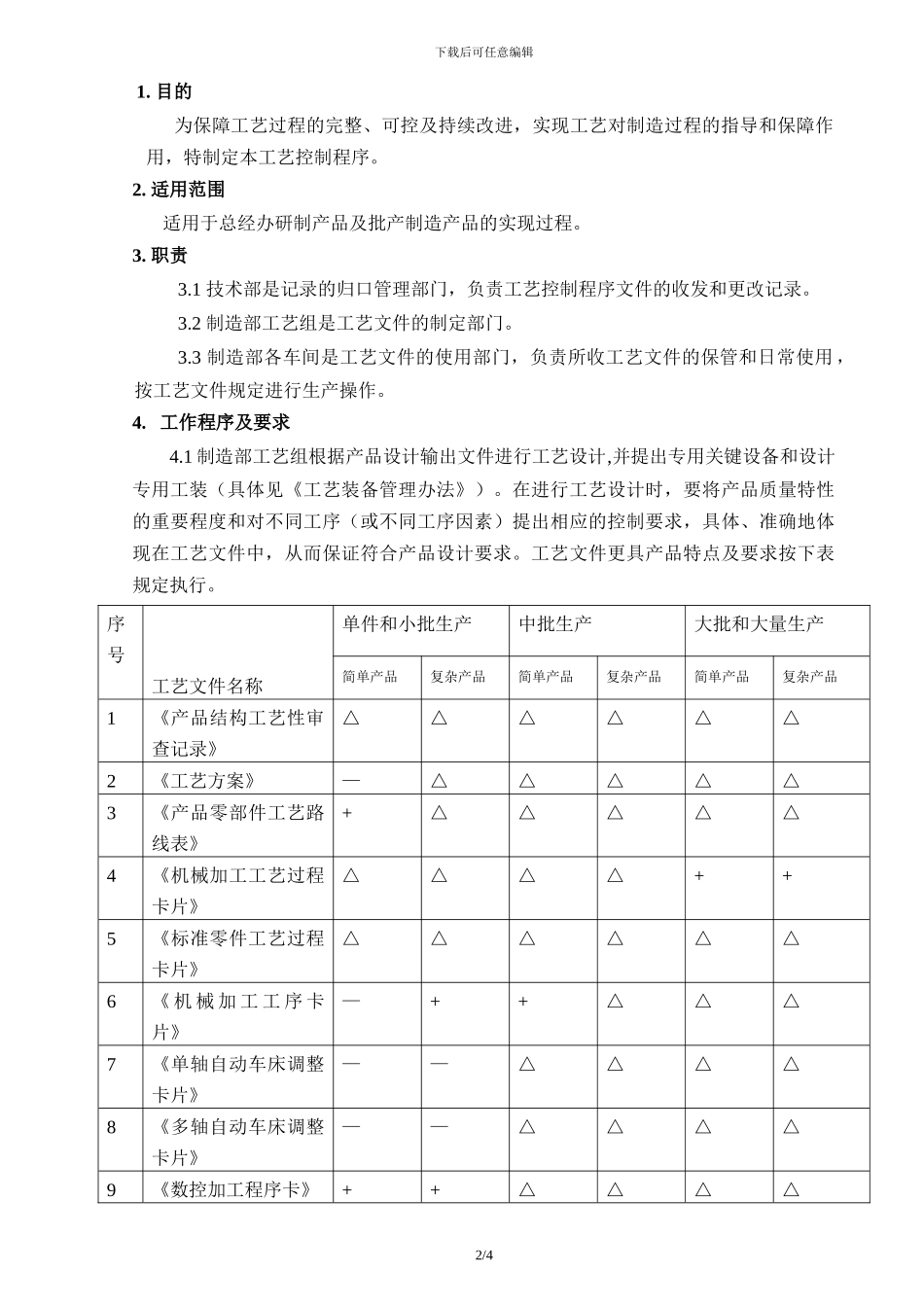
工艺文件更具产品特点及要求按下表规定执行
序号工艺文件名称单件和小批生产中批生产大批和大量生产简单产品复杂产品简单产品复杂产品简单产品复杂产品1《产品结构工艺性审查记录》△△△△△△2《工艺方案》—△△△△△3《产品零部件工艺路线表》+△△△△△4《机械加工工艺过程卡片》△△△△++5《标准零件工艺过程卡片》△△△△△△6《 机 械 加 工 工 序 卡片》—++△△△7《单轴自动车床调整卡片》——△△△△8《多轴自动车床调整卡片》——△△△△9《数