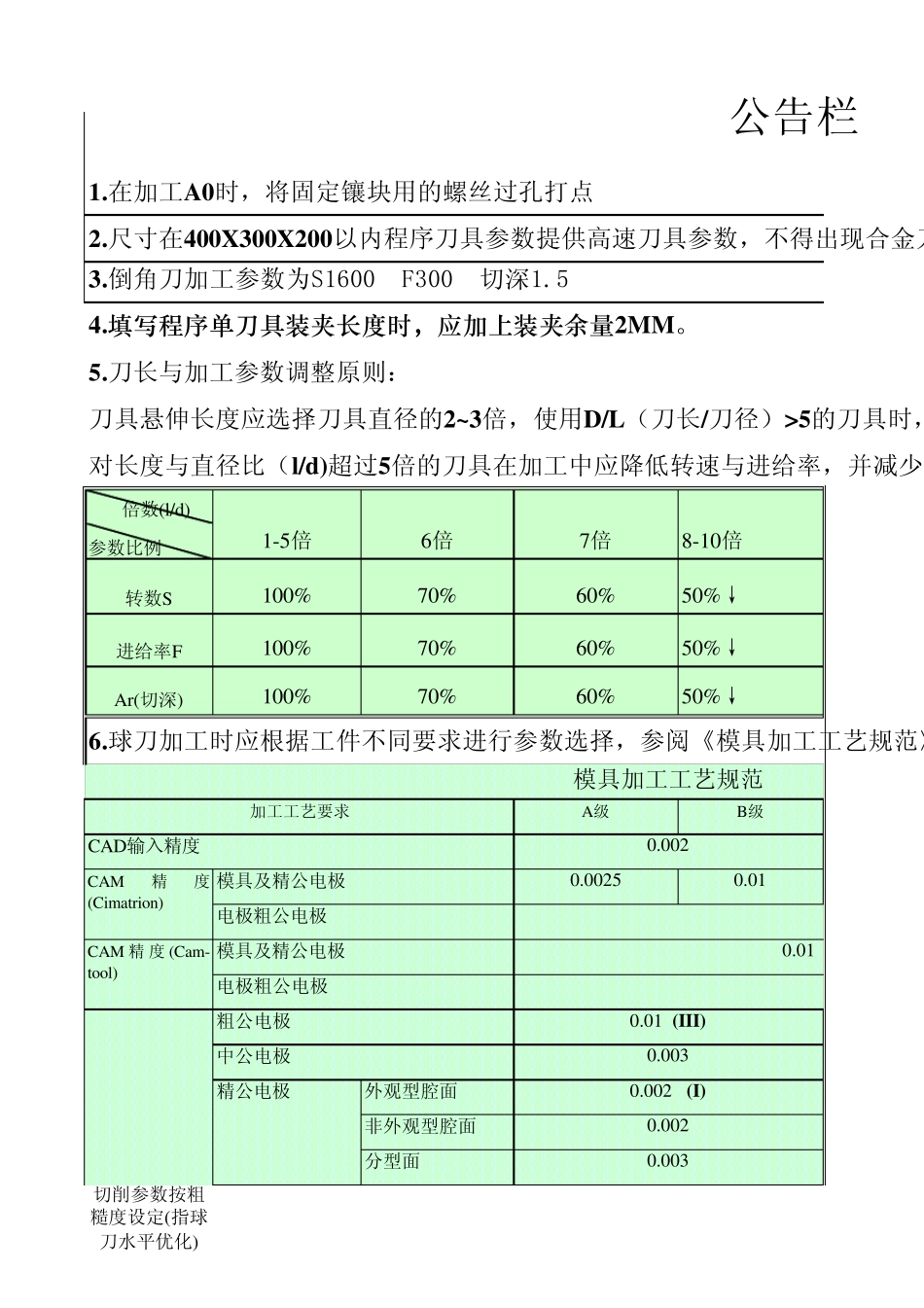
倍数(l/d)参数比例转数S100%70%60%50%↓进给率F100%70%60%50%↓Ar(切深)100%70%60%50%↓A级B级0
01外观型腔面非外观型腔面分型面模具加工工艺规范0
003中公电极0
002电极粗公电极切削参数按粗糙度设定(指球刀水平优化)粗公电极0
01 (III)精公电极0
002 (I)CAM精度(Cimatrion)模具及精公电极电极粗公电极CAD输入精度0
002CAM 精 度 (Cam-tool)模具及精公电极0
01公告栏2
尺寸在400X300X200以内程序刀具参数提供高速刀具参数,不得出现合金刀1
在加工A0时,将固定镶块用的螺丝过孔打点1-5倍6倍7倍 8-10倍3
倒角刀加工参数为S1600 F300 切深1
填写程序单刀具装夹长度时,应加上装夹余量2MM
对长度与直径比(l/d)超过5倍的刀具在加工中应降低转速与进给率,并减少吃5
刀长与加工参数调整原则:刀具悬伸长度应选择刀具直径的2~ 3倍,使用D/L(刀长/刀径)>5的刀具时,6
球刀加工时应根据工件不同要求进行参数选择,参阅《模具加工工艺规范》加工工艺要求0
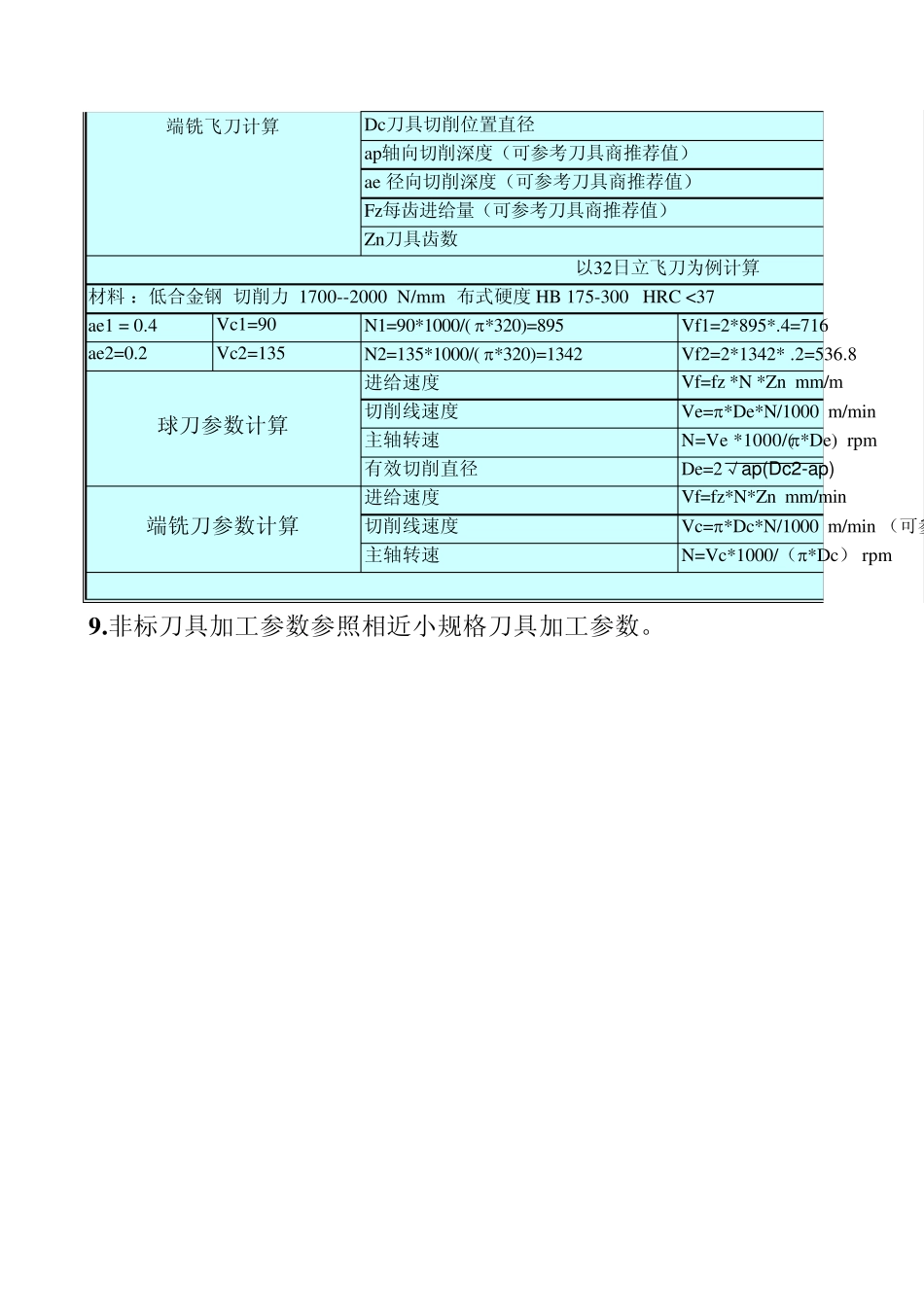
1II级 精 度II级 精 度优 先 电 蚀优 先 电 蚀优 先 数 控优 先 数 控序 号1234说 明切 削 线 速 度主 轴 转 速进 给 速 度金 属 去 除 率8
切 削 参 数 计 算 常 用 公 式Vc=p*Dc*N/1000 m/min( 切 削 线 速 度 可 参 考 刀 具 商切 削 参 数 计 算 常 用 公 式N=Vc*1000/( p*Dc) rpmVf=fz*N*Zn mm/minQ=ap*ae*Vf/1000 CM3半 精 加 工半 精 加 工 余 量机 床 选 用 最 底 限电 蚀 及 数 控 工 艺 选 用避 空 面0