光纤激光器切割简明工艺说明 1
1 影响激光切割质量的因素 1
1 直接参数 使用激光切割机过程中,直接影响切割质量的可调参数有: 1、速度 2、加速度 3、起始切割功率,最大切割功率
4、喷嘴到板材上表面距离 5、焦点相对板材位置 6、辅助气体压力及纯度 7、喷嘴口径 1
2 外围因素 与切割质量相关的外围因素有: 1、材料种类,厚度,元素均匀度以及物理、化学特性等
2、材料上下表面有无杂质(生锈、覆膜等) 3、切割图形复杂程度 4、切割路径合理程度
5、板材在切割过程中的稳定度 1
3 焦点位置调整对切割质量的影响 当焦点处于最佳位置时,效率最高,体现在:保证切缝质量情况下,切速高、辅助气压低,稳定度高,一致性好
一般来说,光束焦点在板材上下表面之间
喷嘴与工件表面间距一般为 0
5m m 左右
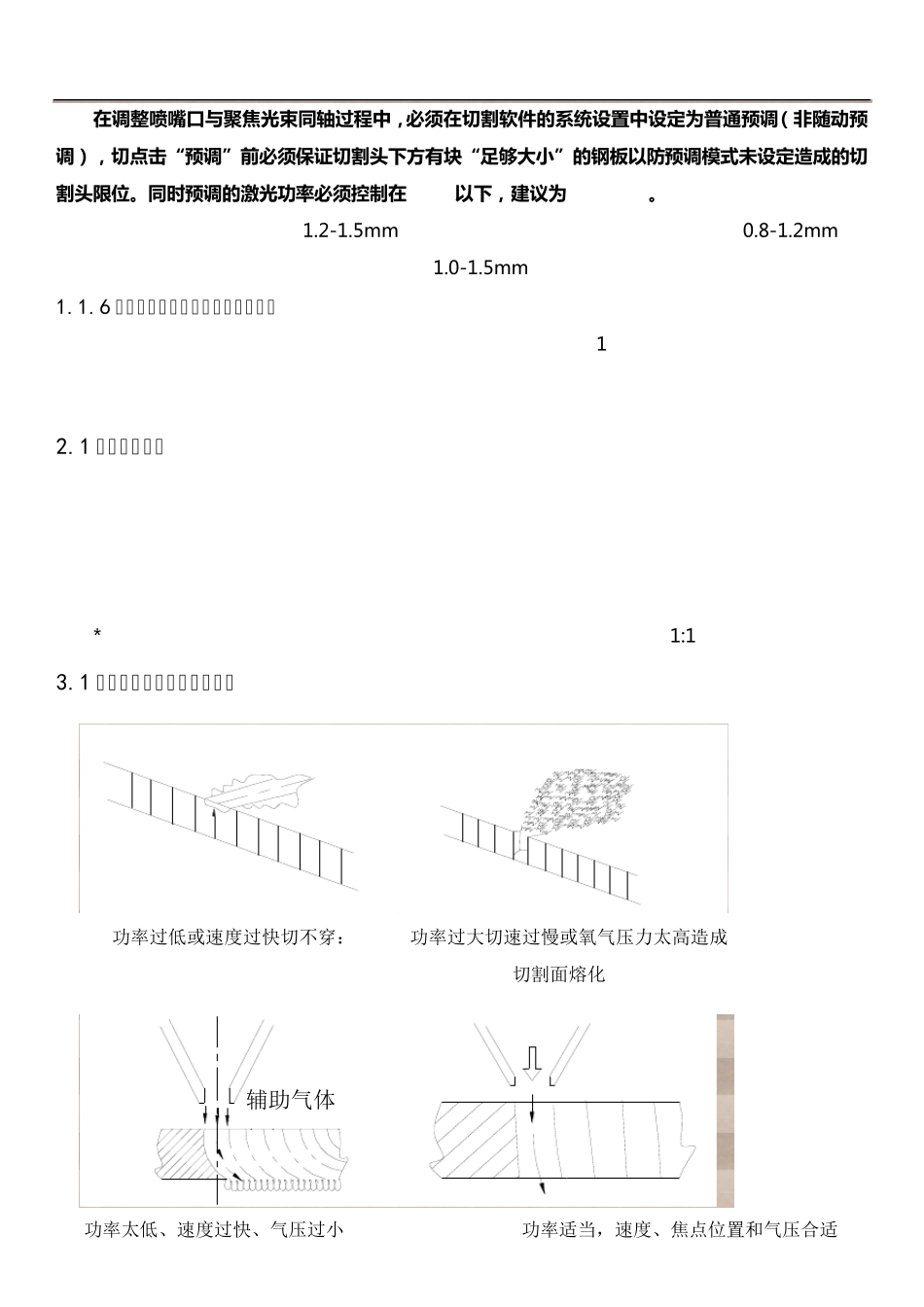
4 辅助气体种类和压力对切割质量的影响 为保护切割头内光学件免受污染并吹除切缝熔渣,都需要使用辅助气体
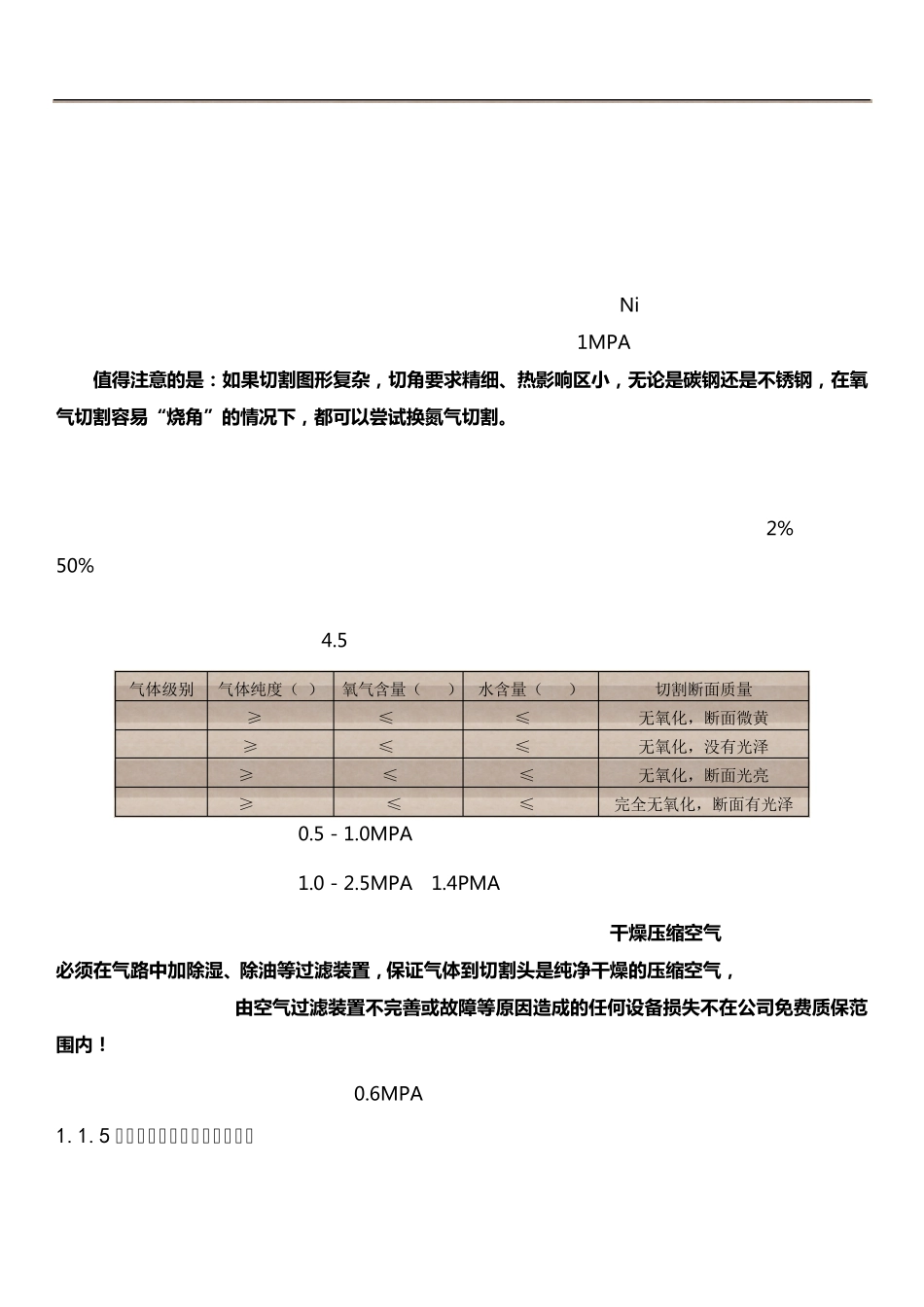
切碳钢主要用氧气,不锈钢为保证切面不被氧化,一般用高压氮气
碳钢主要用氧气切割,氧气助燃,切缝融化迅速,温度非常高、因此当切割尖锐角、直径小于板厚的孔时,狭小区域内集中过多热量,切缝质量的一致性就较难保证
氮气不辅助燃烧,并有冷却作用,正适合解决这类加工难题,能够提高产品质量
氮气切割时,它的保护作用能够产生优质的无氧化断面,这就满足了不锈钢焊接零件对切割断面的高要求,而且氮气切割时的小喷嘴口径加高气压也容易克服上述质量缺陷
因此氮气适合加工有焊接要求或者高附加值的不锈钢零件(如图形复杂且对切角有较高要求的碳钢也需要用氮气切割)
只是氮气的购买价格和使用压力都比氧气大很多,因此使用成本比氧气高出几倍,从成本因素考虑,如对不锈钢切割断面要求不高,不是焊接件(焊接不锈钢时氧化层严重影响焊接质量,特别是氩弧焊),则可采用氧气切割,但不锈钢