一、钢构造网架工程进场材料操纵 同钢构造监理细则二、钢构造网架焊接工程 同钢构造监理细则增加 2
6 焊接空心球-钢管网架焊接施工 焊接空心球可分为不加肋焊接空心球和加肋焊接空心球两类产品
当受力需要时,亦可制成加肋焊接球
加肋焊接空心板加于两个半球的拼接缝平面处,用于提高焊接空心球的承载能力和刚度
① 焊接空心球和杆件选用材料为 Q235A 钢时,假设选用 16Mn 钢应符合《低合金高强度构造钢》〔GB1591-202X〕的规定
② 焊工应通过考试并获得合格证后可施焊,合格证中应注明焊工的技术水平及所能承当的焊接工作
如停焊六个月以上应重新考核
③ 两个半球的对口拼接焊缝以及杆件与焊接空心球对接焊缝的质量等级,应根据产品加工图纸规定的焊缝质量等级选择对应焊接工艺进行施焊
④ 初次采纳的钢种及焊接材料必须进行焊接工艺性能和力学性能实验,符合规定后,方可采纳
⑤ 多层焊接应持续施焊,其中每一层施焊完后应及时清理,如发现有影响焊接质量的缺点,必须清理后再焊
⑥ 焊缝出现裂纹时,焊工不得私自解决,应申报焊接技术负责人查清因素,制订出岫不错时候,方可解决
钢球焊完后应打上焊工代号的钢印
⑦ 焊接空心球出厂前应涂刷一道可焊性防锈漆,安装完毕后再按规定补涂底漆和面漆
涂料和涂层厚度均应符合设计规定,如设计无规定,可涂刷两道防锈底漆和两道面漆
漆膜总厚度为:室外 125~175μm,室内 100~150μm
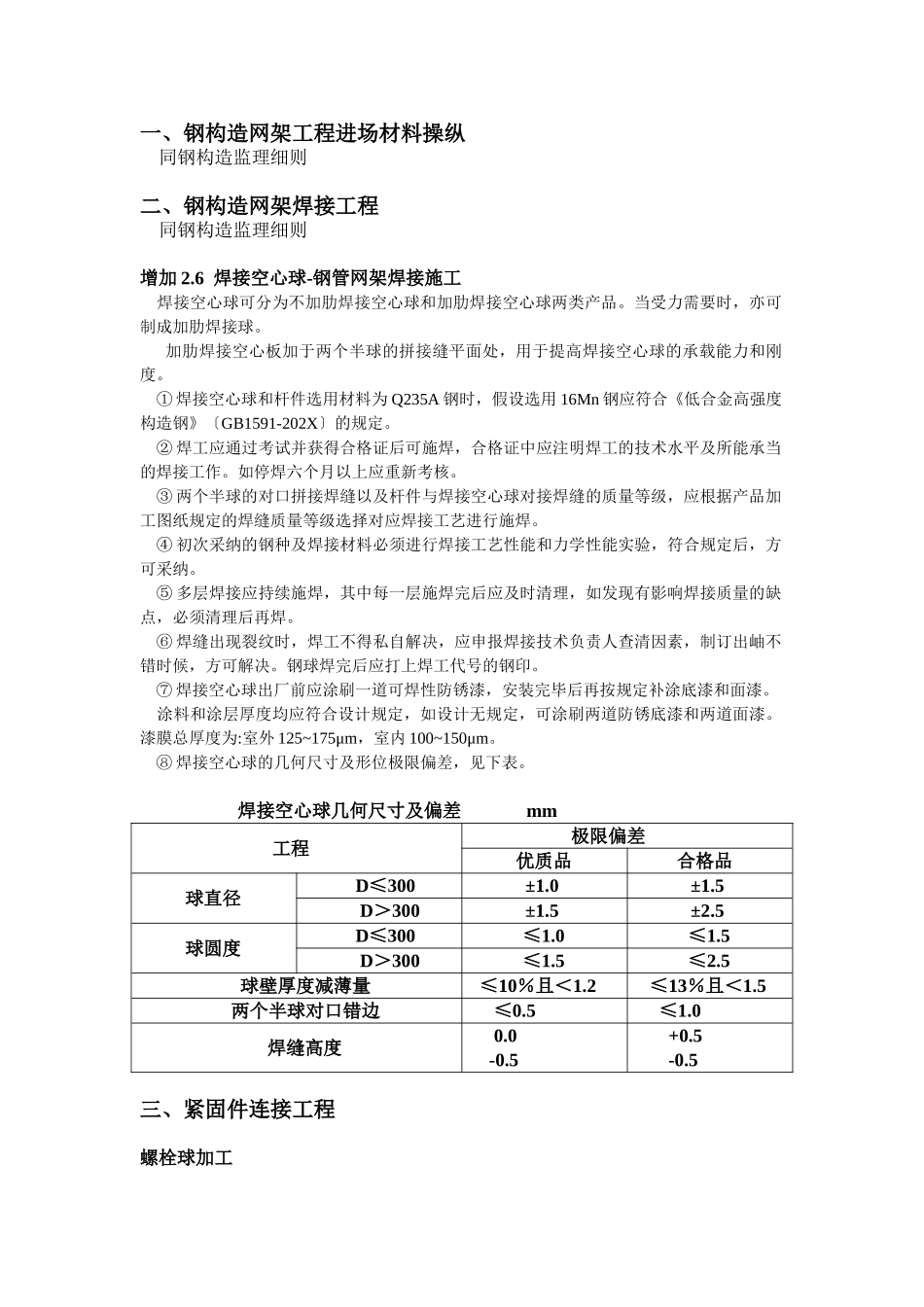
⑧ 焊接空心球的几何尺寸及形位极限偏差,见下表
焊接空心球几何尺寸及偏差 mm 工程极限偏差优质品 合格品球直径 D≤300±1
5D>300±1
5球圆度 D≤300≤1
5D>300≤1
5球壁厚度减薄量 ≤10%且<1
2 ≤13%且<1
5两个半球对口错边 ≤0
0焊缝高度 0