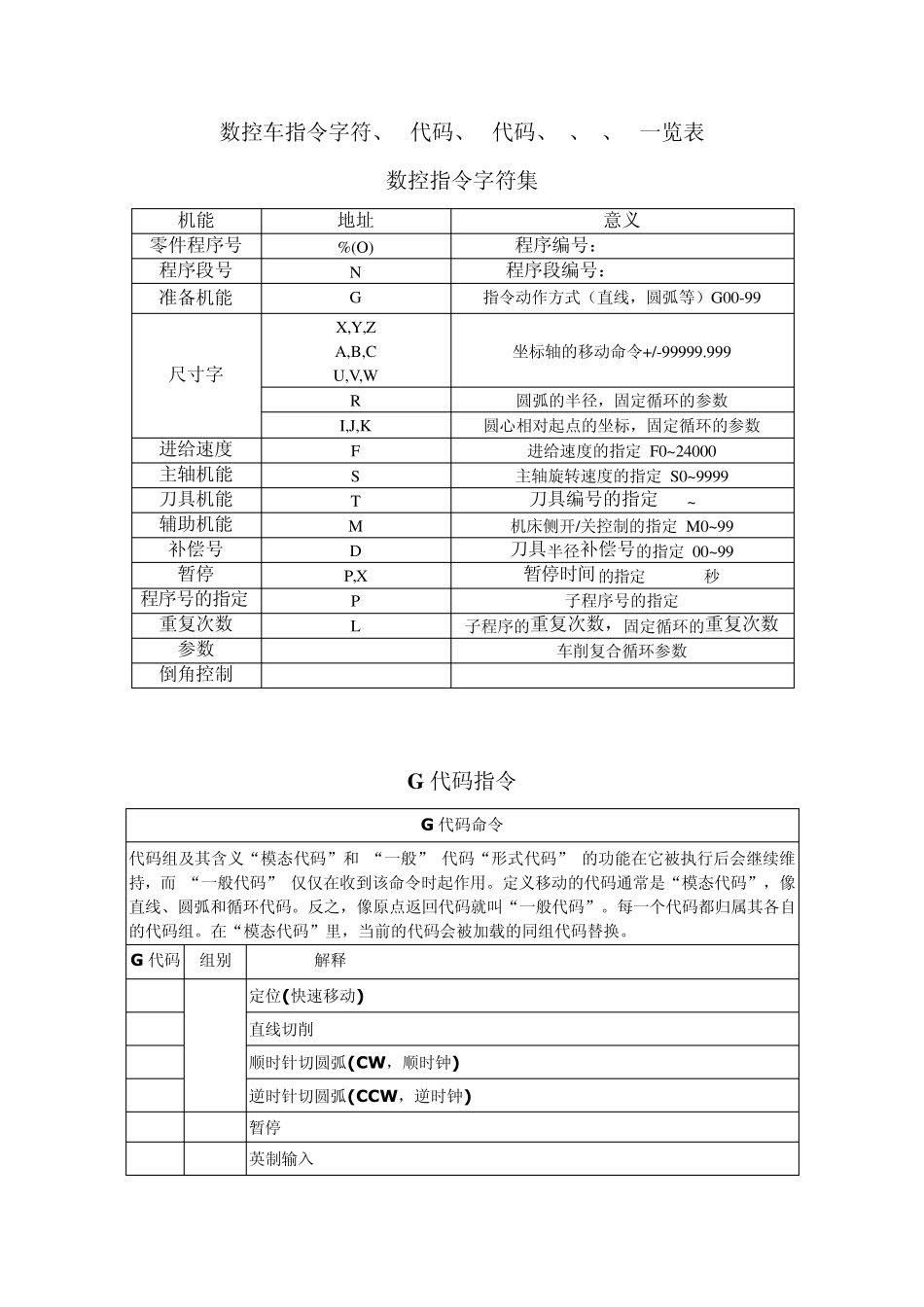
数控车指令字符、G代码、M代码、F、S、T一览表 数控指令字符集 机能 地址 意义 零件程序号 %(O) 程序编号:%1-4294967295 程序段号 N 程序段编号:N0-4294967295 准备机能 G 指令动作方式(直线,圆弧等)G00-99 尺寸字 X,Y,Z A,B,C U,V,W 坐标轴的移动命令+/-99999
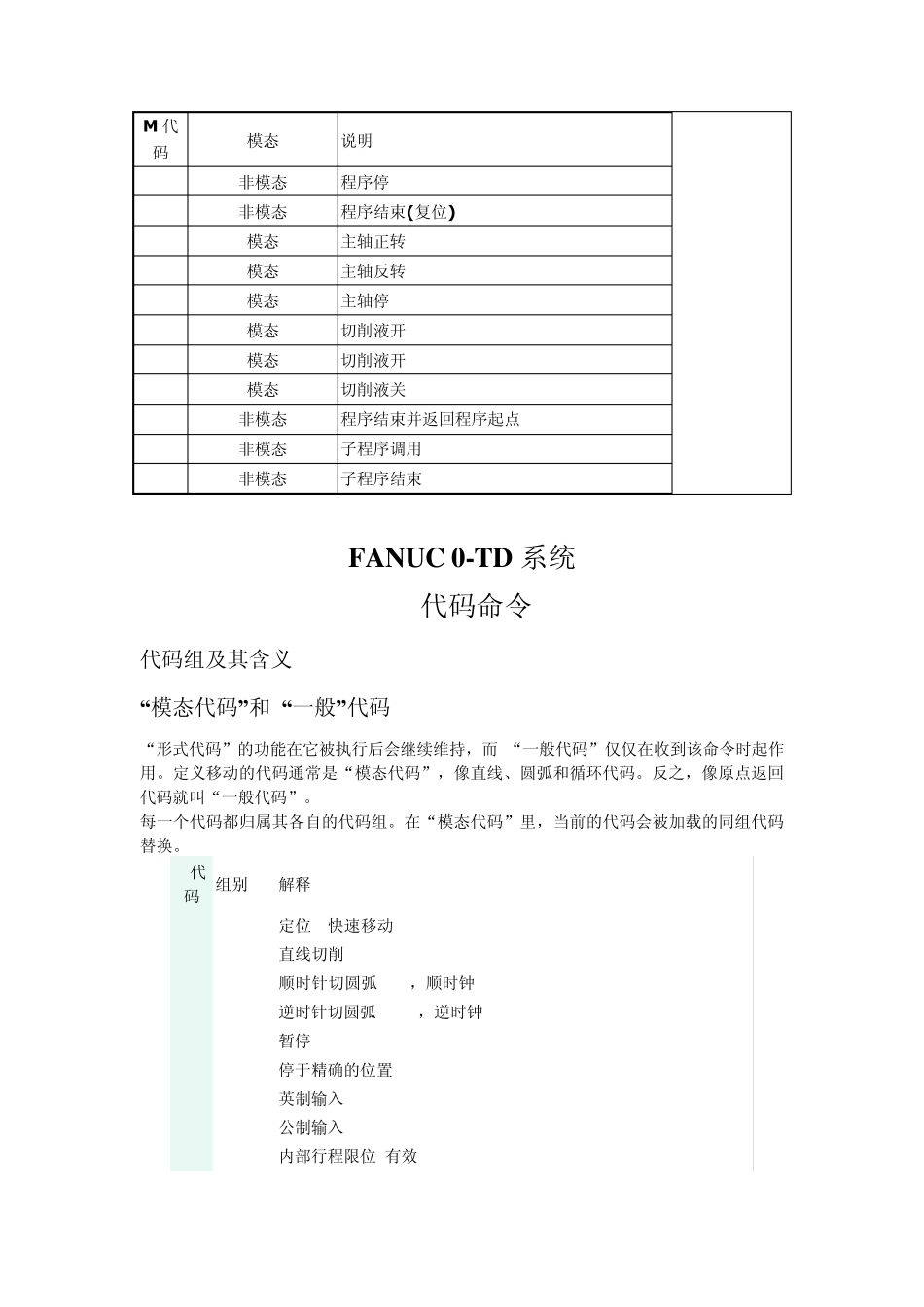
999 R 圆弧的半径,固定循环的参数 I,J,K 圆心相对起点的坐标,固定循环的参数 进给速度 F 进给速度的指定 F0~24000 主轴机能 S 主轴旋转速度的指定 S0~9999 刀具机能 T 刀具编号的指定 T0~99 辅助机能 M 机床侧开/关控制的指定 M0~99 补偿号 D 刀具半径补偿号的指定 00~99 暂停 P,X 暂停时间的指定 秒 程序号的指定 P 子程序号的指定 重复次数 L 子程序的重复次数,固定循环的重复次数 参数 P,Q,R,U,W,I,K,C,A 车削复合循环参数 倒角控制 C,R G 代码指令 G 代码命令 代码组及其含义“模态代码”和 “一般” 代码“形式代码” 的功能在它被执行后会继续维持,而 “一般代码” 仅仅在收到该命令时起作用
定义移动的代码通常是“模态代码”,像直线、圆弧和循环代码
反之,像原点返回代码就叫“一般代码”
每一个代码都归属其各自的代码组
在“模态代码”里,当前的代码会被加载的同组代码替换
G 代码 组别 解释 G00 01 定位(快速移动) *G01 直线切削 G02 顺时针切圆弧(CW ,顺时钟) G03 逆时针切圆弧(CCW ,逆时钟) G04 00 暂停(Dwell) G20 06 英制输 入 *G21 公制输入 G28 00 参考点返回 G29 从参考点返回 G32 01 切螺纹 *G36 17 直径编程 G37 半径编程 *G40 07 取消刀尖半径偏置 G41 刀尖半径偏置