液 压 缸 检 验 试 验 规 程 编 制 : 审 核 : 批 准 : 秦 冶 自 动 化 公 司 二零一五年十一月 液压缸检验试验规范 1
0 范围 适用于本公司液压缸的整个制作过程中的检验试验过程
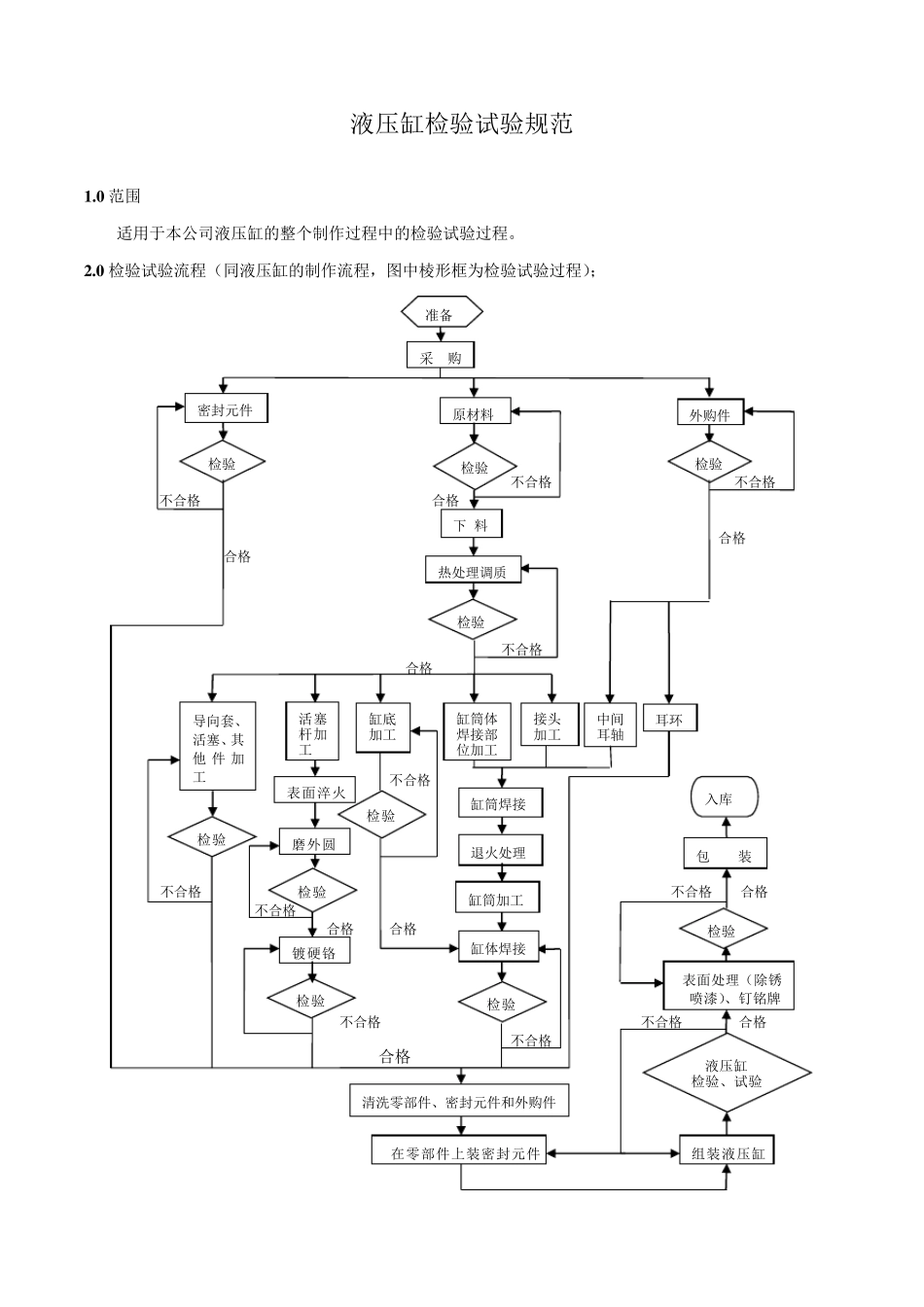
0 检验试验流程(同液压缸的制作流程,图中棱形框为检验试验过程); 不合格 不合格 不合格 合格 合格 合格 不合格 合格 不合格 不合格 不合格 合格 不合格 合格 合格 不合格 不合格 合格 不合格 合格 准备 采 购 密封元件 原材料 检验 检验 清洗零部件、密封元件和外购件 接头 加工 检验 下 料 退火处理 缸筒体焊接部位加工 导向套、活塞、其他 件加工 热处理调质 外购件 检验 缸筒焊接 中间 耳轴 缸底 加工 缸筒加工 缸体焊接 耳环 活塞杆加工 检验 检验 表面淬火 磨外圆 镀硬铬 检验 检验 检验 在零部件上装密封元件 组装液压缸 表面处理(除锈喷漆)、钉铭牌 液压缸 检验、试验 检验 包 装 入库 3
0 液压缸检验试验 3
1 总要求 3
1 所有参与液压缸检验试验人员熟悉相应的生产图中要求的结构、尺寸和各项性能指标的要求; 3
2 检验试验人员必须熟练掌握所使用的测量工具、仪表和设备的使用功能、适用范围和使用方法; 3
3 所使用的测量工具、仪表必须定期检定和/或校准; 3
4 在检验每个工件前,必须确认其标识号,并将该件的标识号记录在相应的检验试验表中相应栏内; 3
5 质检部门确定: 3
1 检验区域:○1 待检区;○2 检验区;○3 合格品区;○4 不合格品区; 3
2 工件状态标识:○1 待检;○2 合格;○3 不合格; 3
6 质检员在收到报检单、生产图和相关见证文件后,进行检验试验; 3
7 质检员必须严格按图、有关技术文件和检验试验表的每一项