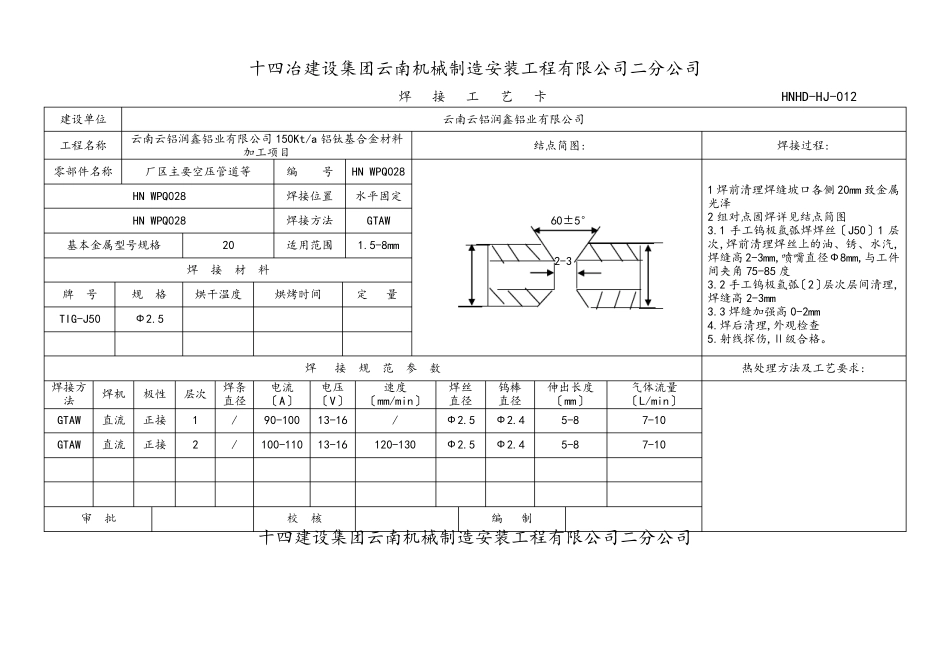
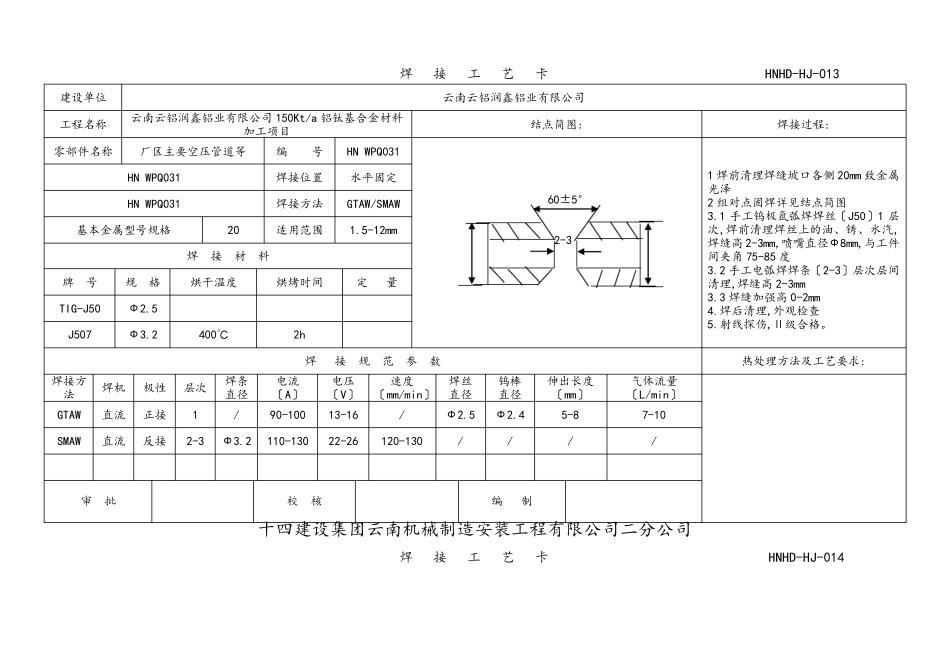
十四冶建设集团云南机械制造安装工程有限公司二分公司 焊 接 工 艺 卡 HNHD-HJ-012 建设单位 云南云铝润鑫铝业有限公司 工程名称 云南云铝润鑫铝业有限公司150Kt/a 铝钛基合金材料加工项目 结点简图: 焊接过程: 零部件名称 厂区主要空压管道等 编 号 HN WPQ028 60±5° 2-3 1 焊前清理焊缝坡口各侧 20mm 致金属光泽 2 组对点固焊详见结点简图 3.1 手工钨极氩弧焊焊丝〔J50〕1 层次,焊前清理焊丝上的油、锈、水汽,焊缝高 2-3mm,喷嘴直径Ф8mm,与工件间夹角 75-85 度 3.2 手工钨极氩弧〔2〕层次层间清理,焊缝高 2-3mm 3.3 焊缝加强高 0-2mm 4.焊后清理,外观检查 5.射线探伤,Ⅱ级合格。 HN WPQ028 焊接位置 水平固定 HN WPQ028 焊接方法 GTAW 基本金属型号规格 20 适用范围 1.5-8mm 焊 接 材 料 牌 号 规 格 烘干温度 烘烤时间 定 量 TIG-J50 Ф2.5 焊 接 规 范 参 数 热处理方法及工艺要求: 焊接方法 焊机 极性 层次 焊条直径 电流 〔A〕 电压 〔V〕 速度 〔mm/min〕 焊丝 直径 钨棒 直径 伸出长度〔mm〕 气体流量 〔L/min〕 GTAW 直流 正 接 1 / 90-100 13-16 / Ф2.5 Ф2.4 5-8 7-10 GTAW 直流 正 接 2 / 100-110 13-16 120-130 Ф2.5 Ф2.4 5-8 7-10 审 批 校 核 编 制 十四建设集团云南机械制造安装工程有限公司二分公司 焊 接 工 艺 卡 HNHD-HJ-013 建设单位 云南云铝润鑫铝业有限公司 工程名称 云南云铝润鑫铝业有限公司150Kt/a 铝钛基合金材料加工项目 结点简图: 焊接过程: 零部件名称 厂区主要空压管道等 编 号 HN WPQ031 60±5° 2-3 1 焊前清理焊缝坡口各侧 20mm 致金属光泽 2 组对点固焊详见结点简图 3.1 手工钨极氩弧焊焊丝〔J50〕1 层次,焊前清理焊丝上的油、锈、水汽,焊缝高 2-3mm,喷嘴直径Ф8mm,与工件间夹角 75-85 度 3.2 手工电弧焊焊条〔2-3〕层次层间清理,焊缝高 2-3mm 3.3 焊缝加强高 0-2mm 4.焊后清理,外观检查 5.射线探伤,Ⅱ级合格。 HN WPQ031 焊接位置 水平固定 HN WPQ031 焊接方法 GTAW/SMAW 基本金属型号规格 20 适用范围 1.5-12mm 焊 接 材 料 牌 号 规 格 烘干温度 烘烤时间 定 量 TIG-J50 Ф2.5 J507 Ф3.2 400℃ 2h 焊 接 规 范 参 数 热处理方法及工艺要求: 焊接方法 焊机 极性 层次 焊条直径...