复合风管施工方法和技术措施第一节复合风管施工工艺和方法(一)、复合风管板的切割:1、切割线平直,风管板对角线长度误差应小于 5mm
梯阶线深度,25mm 厚的保温板18-21mm,18mm 厚的非保温板 11-14mm
切割线与板面必须成 90°角,为风管黑心角拼接成 90°角创造条件
2、异径风管板材的切割:先在风管板上划出切割线,然后用手提切割机切割如小于或大于 90°角的截面切割,其角度要正确,以保证拼接质量
(二)、风管制作方法:1、专用胶的配制:专用胶由粉剂 A 组和液剂 B 组二部份组成
为了运输方便,液剂是由片剂(粒剂)按说明书在现场配制
A 组与 B 组混合的重量比为 10:6 左右,搅拌后的专用胶不宜过稠有流动性为宜
采用电动搅拌机拌和,不得采用棒、手拌和
专用胶配制后要及时使用,如发现胶体过稠硬化,不能加液剂再稀释使用
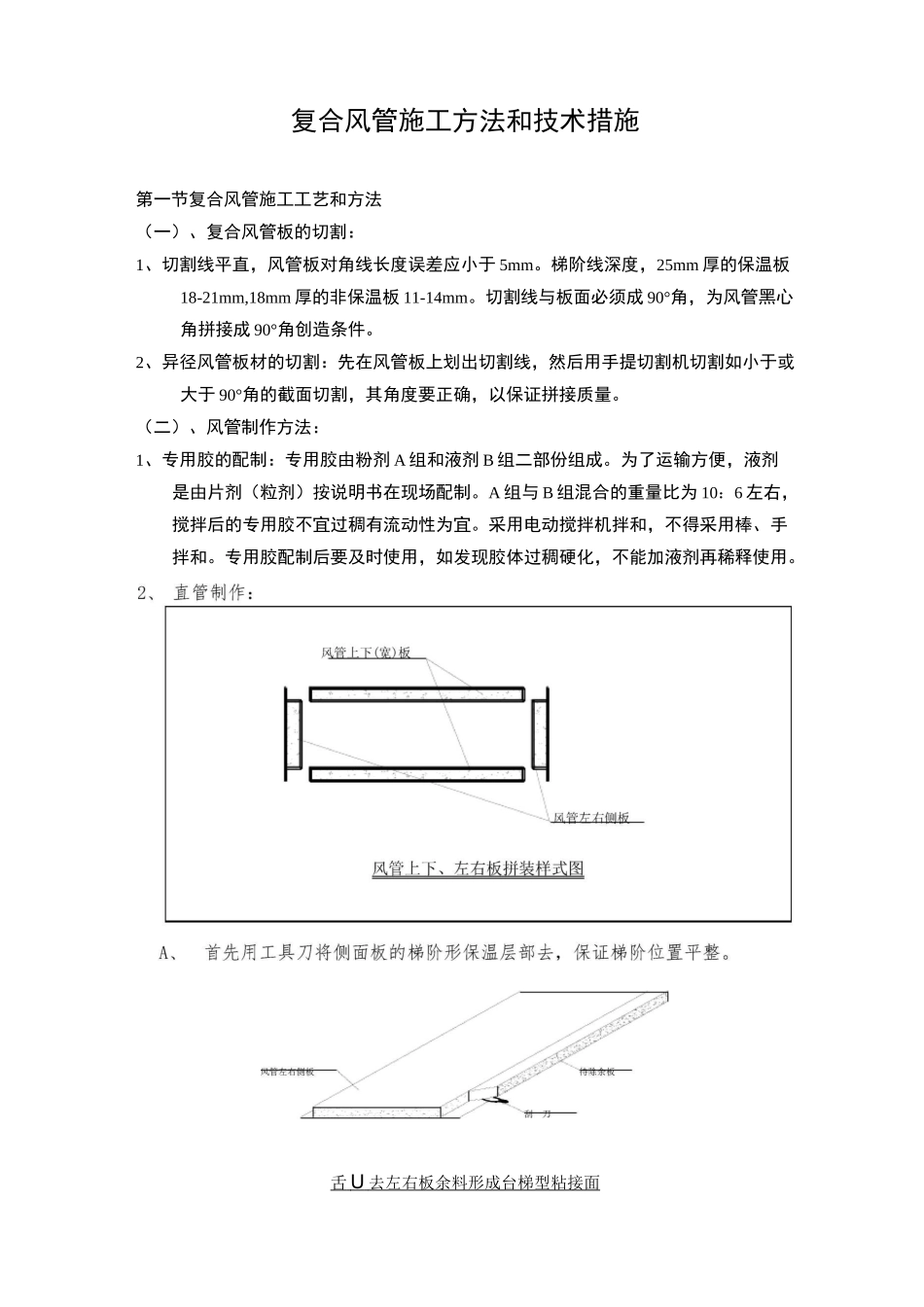
舌 U 去左右板余料形成台梯型粘接面 B、在左右板台阶处敷上专用胶
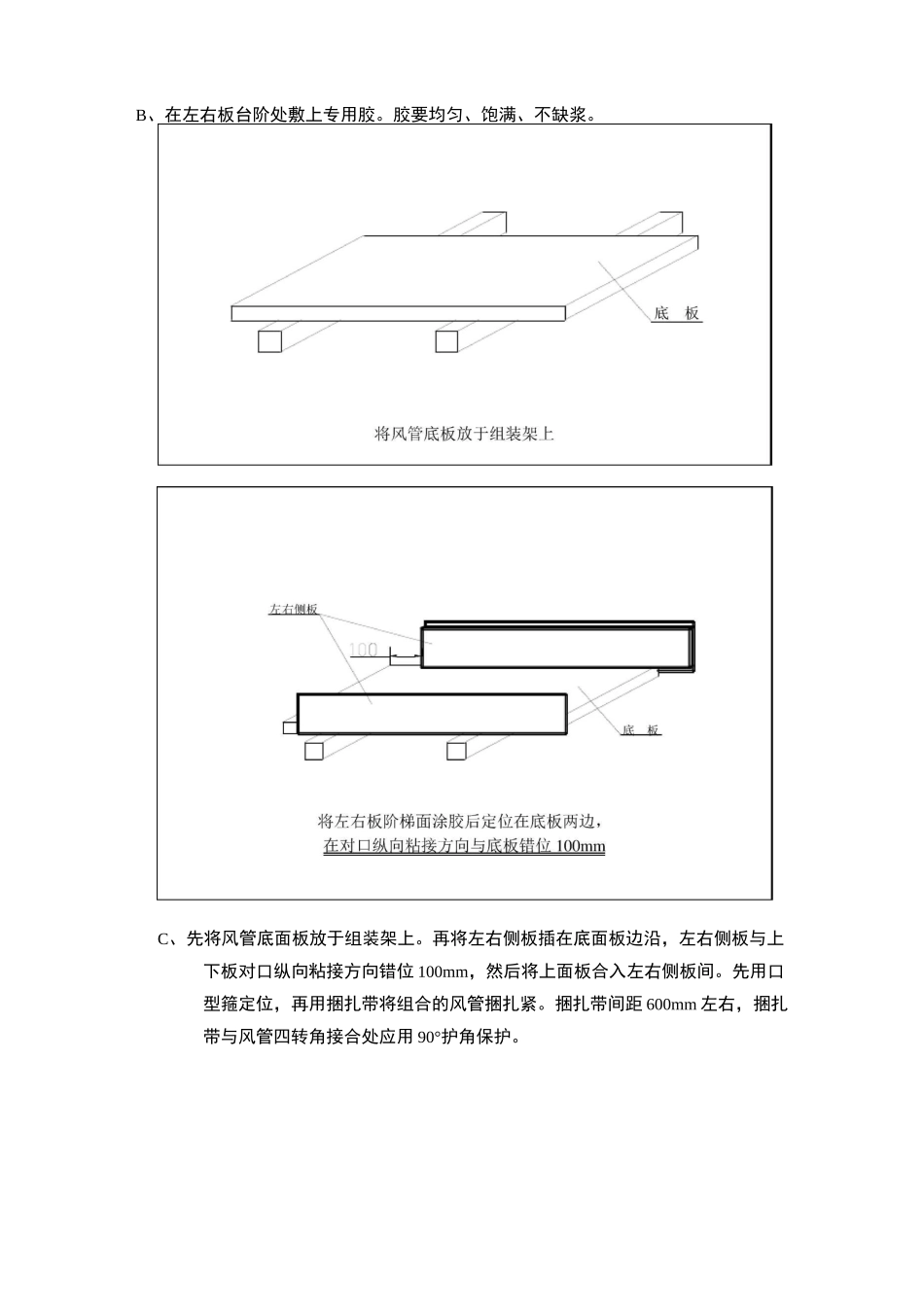
胶要均匀、饱满、不缺浆
C、先将风管底面板放于组装架上
再将左右侧板插在底面板边沿,左右侧板与上下板对口纵向粘接方向错位 100mm,然后将上面板合入左右侧板间
先用口型箍定位,再用捆扎带将组合的风管捆扎紧
捆扎带间距 600mm 左右,捆扎带与风管四转角接合处应用 90°护角保护
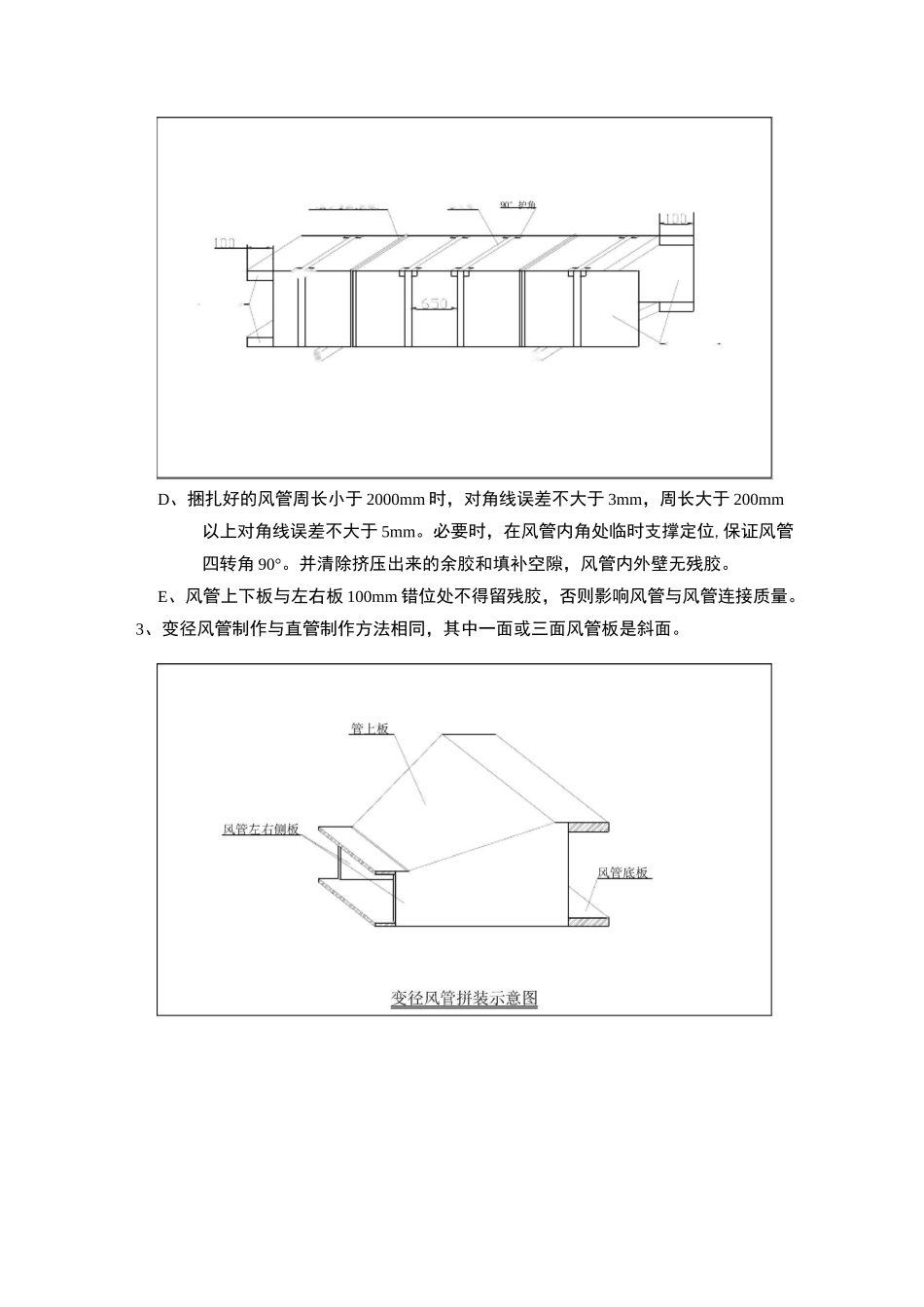
■QIT风管左右侧□□冂型定位箍(角捆扎风管上下将风管上面板合于左右侧板间,然后用冂型定位箍定位,并用捆扎带紧D、捆扎好的风管周长小于 2000mm 时,对角线误差不大于 3mm,周长大于 200mm以上对角线误差不大于 5mm
必要时,在风管内角处临时支撑定位,保证风管四转角 90°
并清除挤压出来的余胶和填补空隙,风管内外壁无残胶
E、风管上下板与左右板 100mm 错位处不得留残胶,否则影响风管与风管连接质量
3、变径风管制作与直管制作方法相同,其中一面或三面风管板是斜面
4、三通风管的