XXX 有限公司质量管理体系文件编号 1/4SPC 控制程 序文件版本A
0程 序 文 件生效日期年 月 日下载后可任意编辑1
0 目的:为了不断地对生产过程进行改进并满足客户对生产过程的能力要求,特规定本程序来对生产过程序文件 1/4制 订审 核核 准制订单位保管单位修 订 记 录日期版本变更内容依据 ISO9001:2024/ISO14001:2024/ ISO22000:2024/TS16949:2024 新制訂XXX 有限公司质量管理体系文件编号 2/4SPC 控制程 序文件版本A
0程 序 文 件生效日期年 月 日下载后可任意编辑程的稳定状态和过程能力指数进行讨论,以达到生产过程预防的效果
0 适用范围:适用于与特别特性相关的关键过程的稳态讨论和稳态过程的能力讨论; 3
0 参考文件: APQP 控制程序4
0 简称/定义无5
0 权责:5
品质部:负责 SPC 的实施策划;5
制造部:负责收集统计制程讨论的生产数据,并根据SPC 控制图讨论结果对过程实施改进;5
工程部:参加生产过程的改进6
0 作业内容:6
1 统计制程控制实施策划 6
1 统计制程控制SPC 讨论项目确定 6
1 新产品开发过程中,工程部组织项目小组对产品特别特性进行分析,确定出生产的关键过程和关键过程控制点
2 品质部组织工程部根据关键过程关键控制点确定出统计制程控制SPC 讨论的关键工序名称、关键过程控制点、数据采集频率和数量等
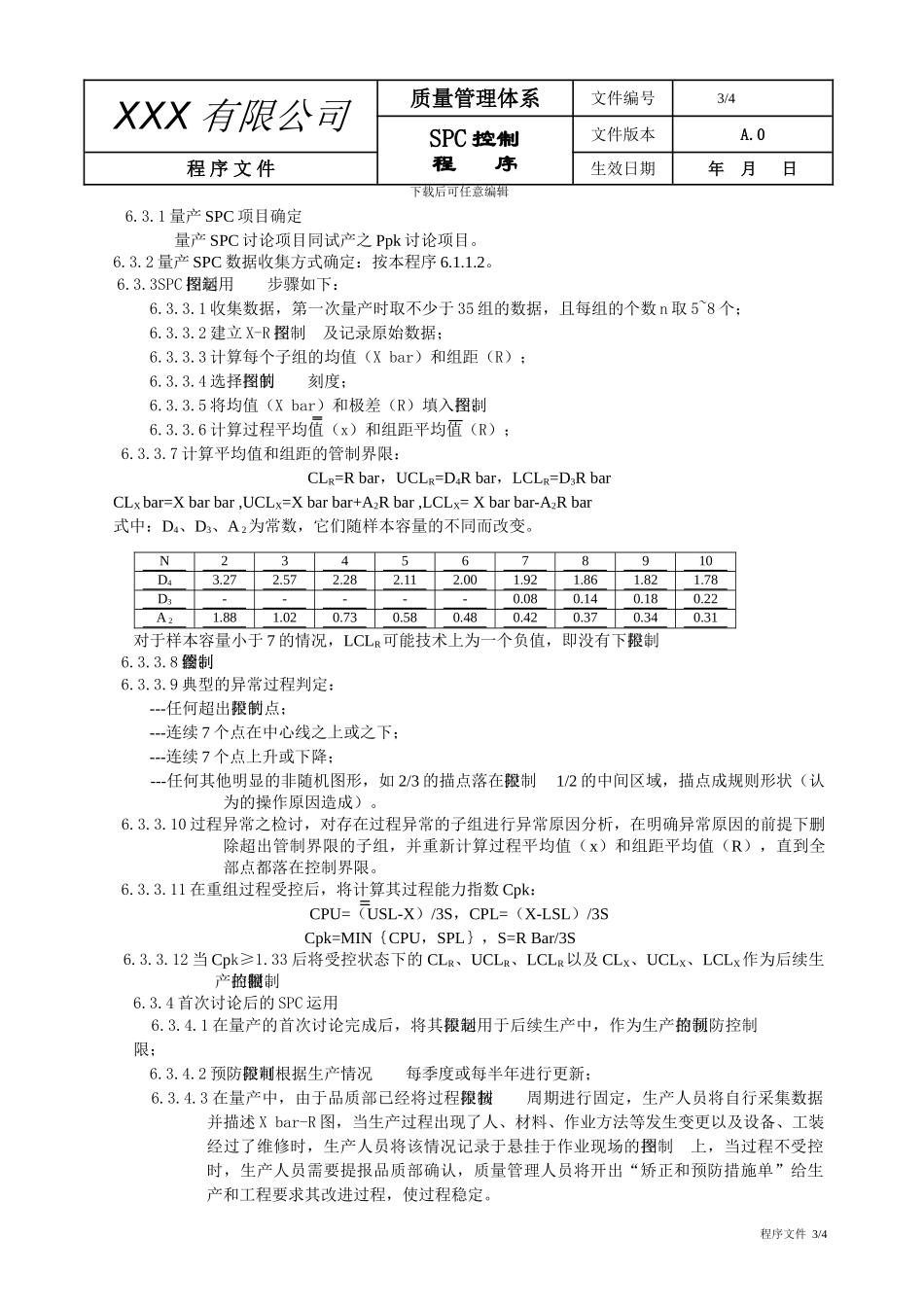
3SPC 讨论项目确定原则: ---优先考虑生产过程的输入参数,如温度、时间、压力等,其次才考虑生产过程输出的产品特性,如关键工序加工后的产品尺寸、拉力等; ---为计量型的制程特别特性或产品特性
2 统计制程控制SPC 运用阶段 6
1 新产品开发过程的试产阶段将使用 SPC 讨论试产过