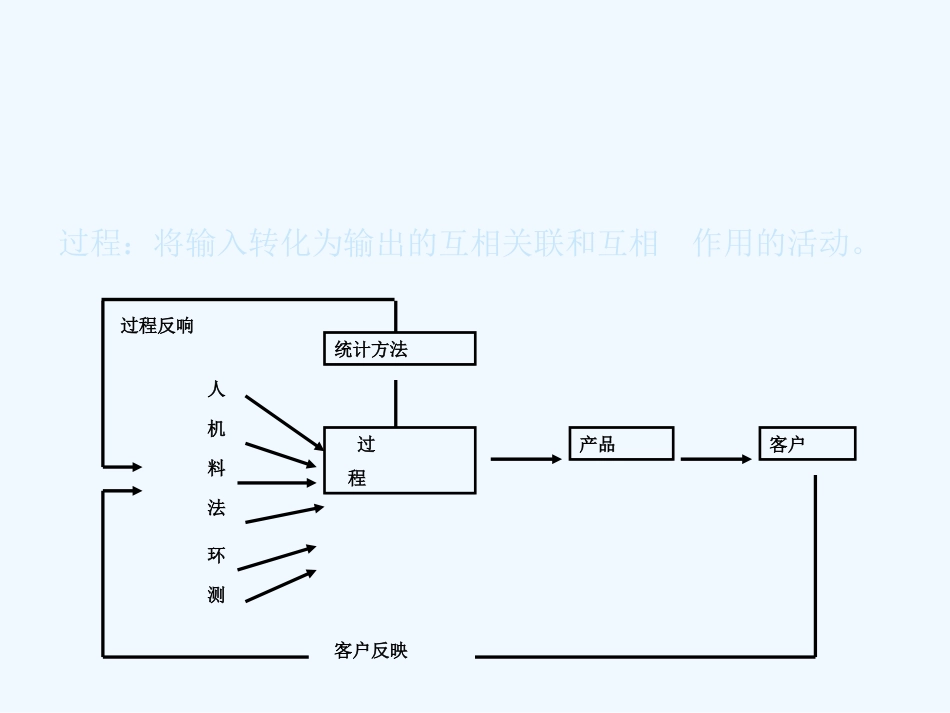
SPC新版培训资料过程:将输入转化为输出的互相关联和互相作用的活动
统计方法过程产品客户客户反映过程反响机料法环测人过程人、机、料、法、环、测〔5MIE〕在特定时间范围内作用于某一工作对象的总和
过程控制本质上就是对5MIE的控制
根本原理:过程波动两类波动控制异常波动是主要矛盾稳定状态〔只有正常波动〕是工序控制的目的正常波动异常波动根本原理:预防为主是SPC的重要原那么工序诊断是排除异动的主要手段必须有效利用系统分析方法归纳起来20个字:查找异因〔特殊原因〕,采取措施,加以消除,纳入标准,不再发生
控制图〔SPC〕的起源和开展1924年创造W
Shewhart1931发表1931年Shewhart发表了“EconomicControlofQualityofManufactureProduct〞1941~1942制定成美国标准Z1-1-1941GuideforQualityControlZ1-2-1941ControlChartMethodforanalyzingDataZ1-3-1942ControlChartMethodforControlQualityDuringProduction控制图〔SPC〕的起源和开展时间或样本号样本统计量数值LCLCLUCL控制图根底知识控制图常用术语211niixnXXX~x~x~x1
2222222)46()45()44()43()42(1512s5
21041210)1()2(4122222X21211niixxns2111niixxns22222)46()45()44()43(42151s58
2410210)1(24122222母体样本母体标准差S=样本标准差δ=n1Σ(