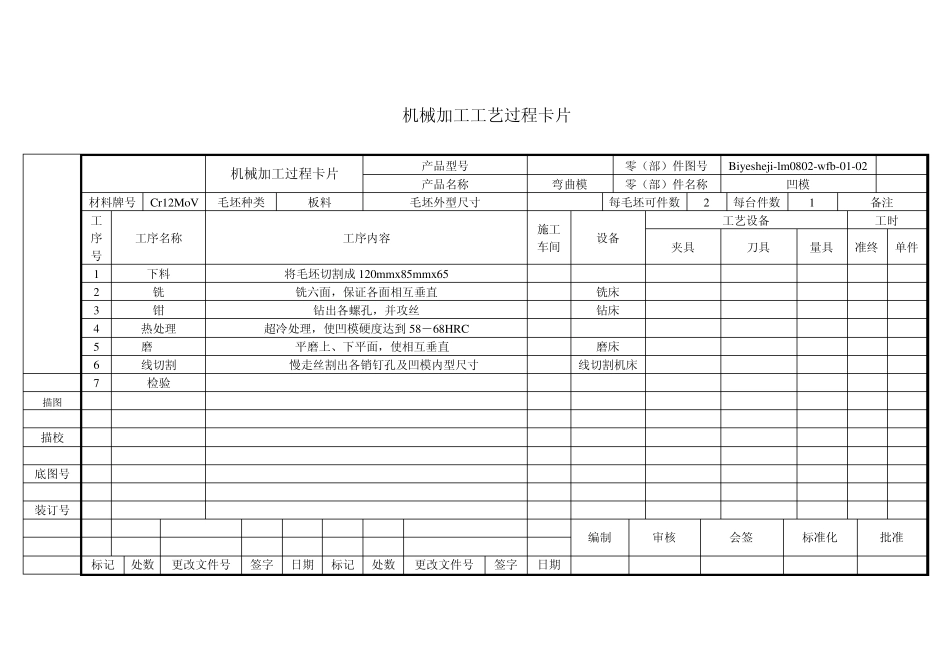
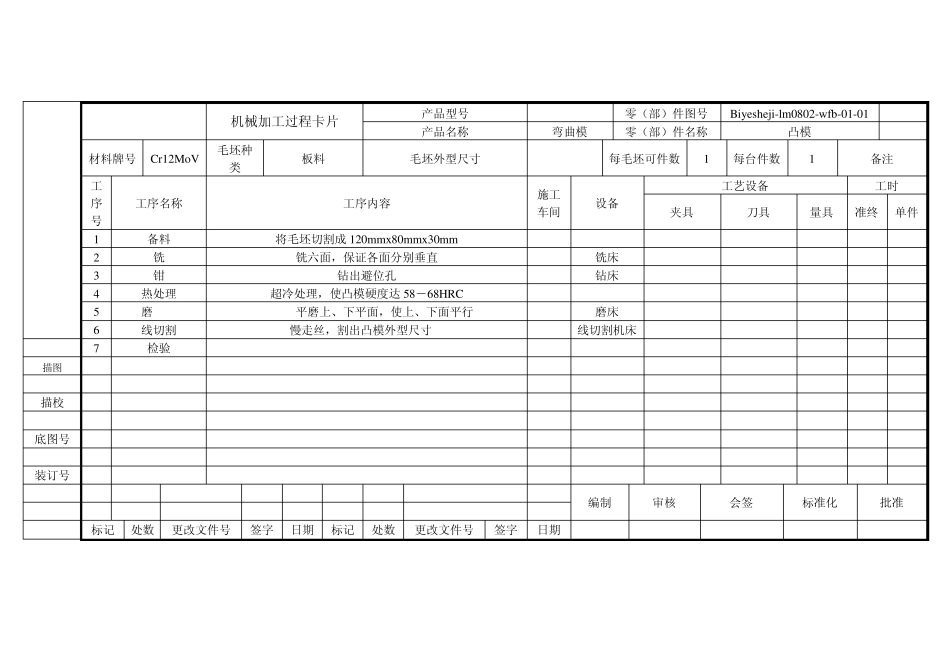
机械加工工艺过程卡片 机械加工过程卡片 产品型号 零(部)件图号 Biyesheji-lm0802-wfb-01-02 产品名称 弯曲模 零(部)件名称 凹模 材料牌号 Cr12MoV 毛坯种类 板料 毛坯外型尺寸 120x85x62 每毛坯可件数 2 每台件数 1 备注 工序号 工序名称 工序内容 施工 车间 设备 工艺设备 工时 夹具 刀具 量具 准终 单件 1 下料 将毛坯切割成120mmx85mmx65 2 铣 铣六面,保证各面相互垂直 铣床 3 钳 钻出各螺孔,并攻丝 钻床 4 热处理 超冷处理,使凹模硬度达到58-68HRC 5 磨 平磨上、下平面,使相互垂直 磨床 6 线切割 慢走丝割出各销钉孔及凹模内型尺寸 线切割机床 7 检验 描图 描校 底图号 装订号 编制 审核 会签 标准化 批准 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期 机械加工过程卡片 产品型号 零(部)件图号 Biyesheji-lm0802-wfb-01-01 产品名称 弯曲模 零(部)件名称 凸模 材料牌号 Cr12MoV 毛坯种类 板料 毛坯外型尺寸 120x80x30 每毛坯可件数 1 每台件数 1 备注 工序号 工序名称 工序内容 施工 车间 设备 工艺设备 工时 夹具 刀具 量具 准终 单件 1 备料 将毛坯切割成120mmx80mmx30mm 2 铣 铣六面,保证各面分别垂直 铣床 3 钳 钻出避位孔 钻床 4 热处理 超冷处理,使凸模硬度达58-68HRC 5 磨 平磨上、下平面,使上、下面平行 磨床 6 线切割 慢走丝,割出凸模外型尺寸 线切割机床 7 检验 描图 描校 底图号 装订号 编制 审核 会签 标准化 批准 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期 机械加工过程卡片 产品型号 零(部)件图号 Biyeshej