章介章介22
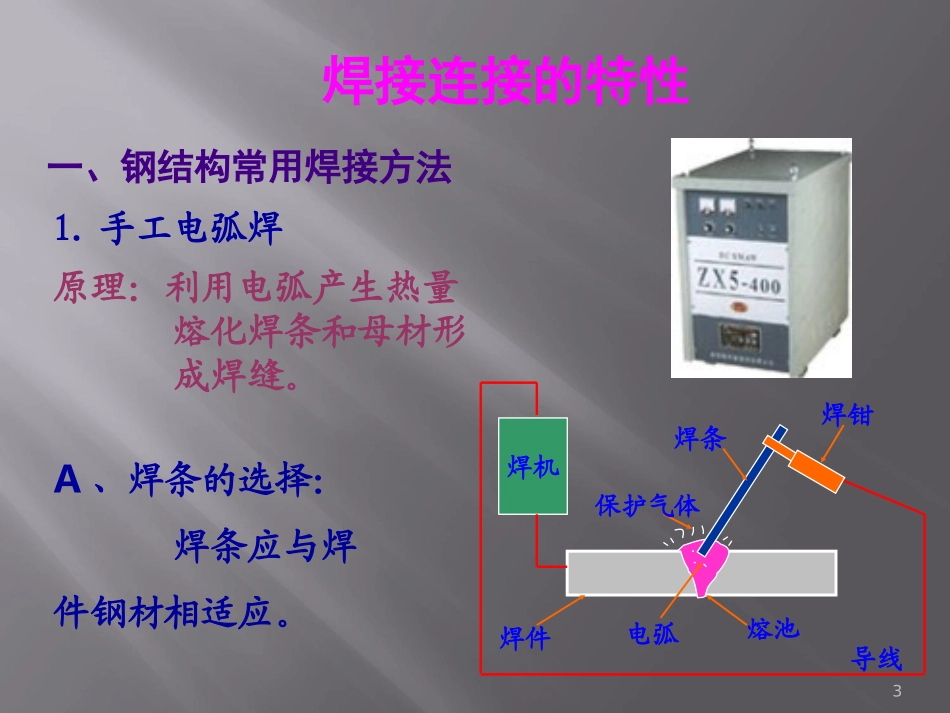
焊缝形式及缺陷3一、钢结构常用焊接方法1
手工电弧焊A、焊条的选择:焊条应与焊件钢材相适应
原理:利用电弧产生热量熔化焊条和母材形成焊缝
焊接连接的特性焊机导线熔池焊条焊钳保护气体焊件电弧4Q390、Q420钢选择E55型焊条(E5500--5518)Q345钢选择E50型焊条(E5000--5048)B、焊条的表示方法:E—焊条(Electrode)第1、2位数字为熔融金属的最小抗拉强度(kgf/mm2)第3、4适用焊接位置、电流及药皮的类型
不同钢种的钢材焊接,宜采用与低强度钢材相适应的焊条
缺点:质量波动大,要求焊工等级高,劳动强度大,效率低
优点:方便,特别在高空和野外作业,小型焊接;Q235钢选择E43型焊条(E4300--E4328)C、优、缺点二、焊缝形式及缺二、焊缝形式及缺陷陷5(1)对接焊缝正对接焊缝(2)角焊缝T型对接焊缝斜对接焊缝63
焊缝位置三、焊缝缺陷及焊缝质量检查三、焊缝缺陷及焊缝质量检查71
焊缝质量检查焊缝质量检查8外观检查:检查外观缺陷和几何尺寸;内部无损检验:检验内部缺陷
内部检验主要采用超声波,有时还用磁粉检验荧光检验等辅助检验方法
还可以采用X射线或γ射线透照或拍片
焊接检测尺焊接检测尺9焊接检测尺焊接检测尺10焊接检测尺焊接检测尺11焊接检测尺焊接检测尺1213《钢结构工程施工及验收规范》规定:焊缝按其检验方法和质量要求分为一级、二级和三级
三级焊缝只要求对全部焊缝作外观检查且符合三级质量标准
一、二级焊缝除外观检查外,尚要求一定数量的超声波检验并符合相应级别的质量标准
焊缝代号焊缝代号14详细参见表3-1,图3-13三、焊接残余应力和变形三、焊接残余应力和变形1516焊接过程是一个不均匀的加热和冷却过程,焊件上产生不均匀的温度场,焊缝处可达1600oC,而邻近区域温度骤降
高温钢材膨胀大,但受