中国电器科学研究院 广州擎天实业有限公司 产品技术分公司塑料模具验收规范 (草 案) 1
目的 1-1
模具设计制造能体现零件原有的设计要求及使用功能,并能符合成型质量,满足零件的形状及尺寸精度要求; 1-2
使成型品的后加工工作量减至最低; 1-3
模具结构能有良好的成型效率,即模具构造能使充填容易,冷却均匀而有效; 1-4
模具结构坚固耐久且磨耗损失少,可耐长时间生产,减少发生模具故障率; 1-5
模具结构需有良好保护装置,提高模具生产的可靠性; 1-6
对公司的模具运作有效的管理及维护保养
0范围:涵盖公司所有注射成型模具; 3
0验收注意事项: 3-1
验收试模时,验收技术工程师必须在场; 3-2
验收试模时,切忌喷脱模剂; 3-3
验收试模时,至少有50模连续运作无故障; 4
0模具验收细则 4-1
零件 4-1-1
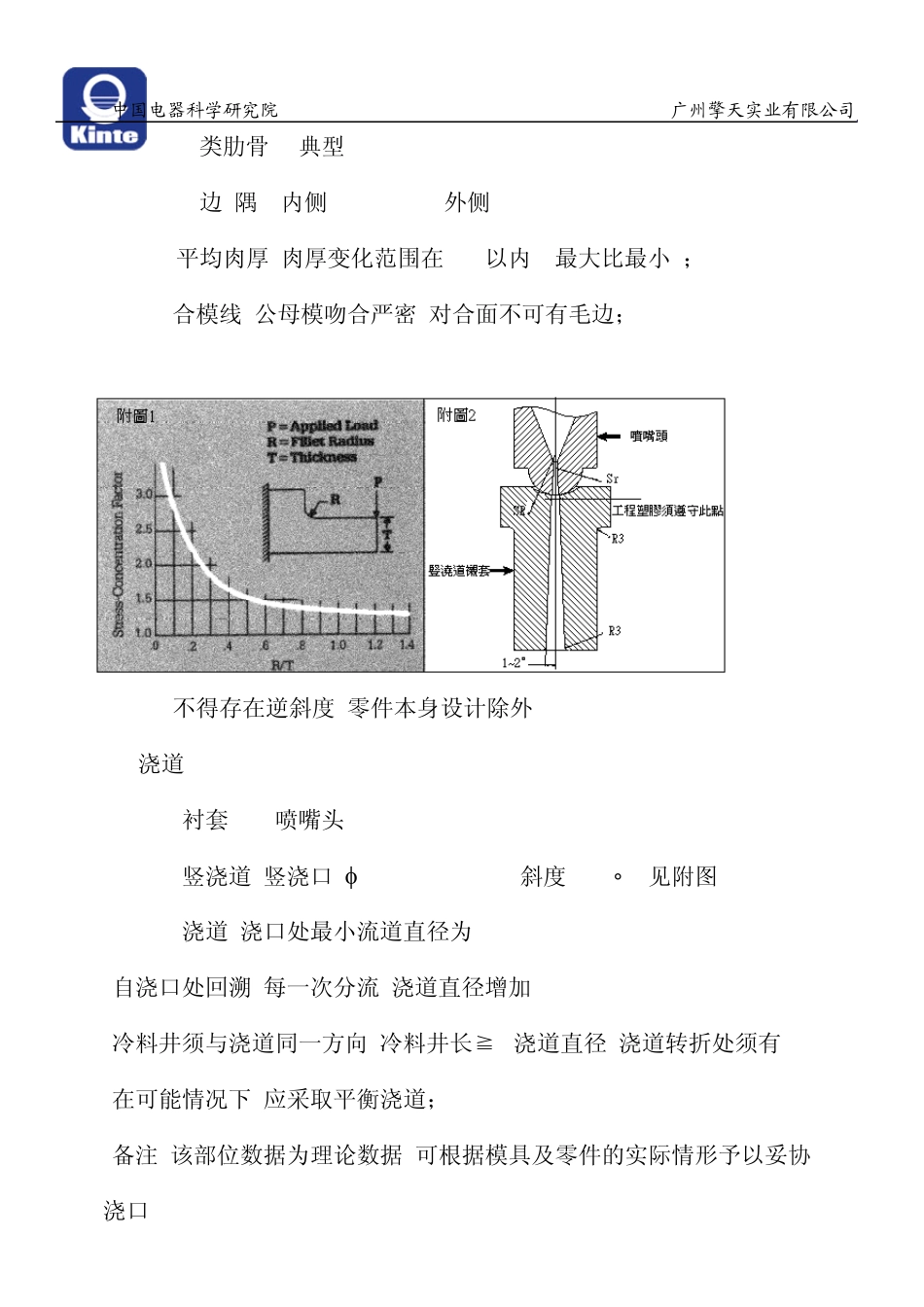
R角(附图 1) 中国电器科学研究院 广州擎天实业有限公司 4-1-1-1
类肋骨:R典型=0
6t Rmin=0
25t 4-1-1-2
边 隅 :内侧 R=0
5t 外侧 R=1
5t 4-1-2
平均肉厚:肉厚变化范围在20%以内
(最大比最小); 4-1-3
合模线:公母模吻合严密,对合面不可有毛边; 4-1-4
不得存在逆斜度(零件本身设计除外) 4-2
浇道 4-2-1
衬套:SR=喷嘴头Sr+1mm 4-2-2
竖浇道:竖浇口: 5
5mm 斜度 1~2∘ (见附图2) 4-2-3
浇道:浇口处最小流道直径为T+1mm 自浇口处回溯,每一次分流,浇道直径增加25% 冷料井须与浇道同一方向,冷料井长≧D浇道直径
浇道转折处须有R>1, 在可能情况下,应采取平衡浇道; 备注:该部位数据为理论数据,可根据模具及零件的实际情形予以妥协
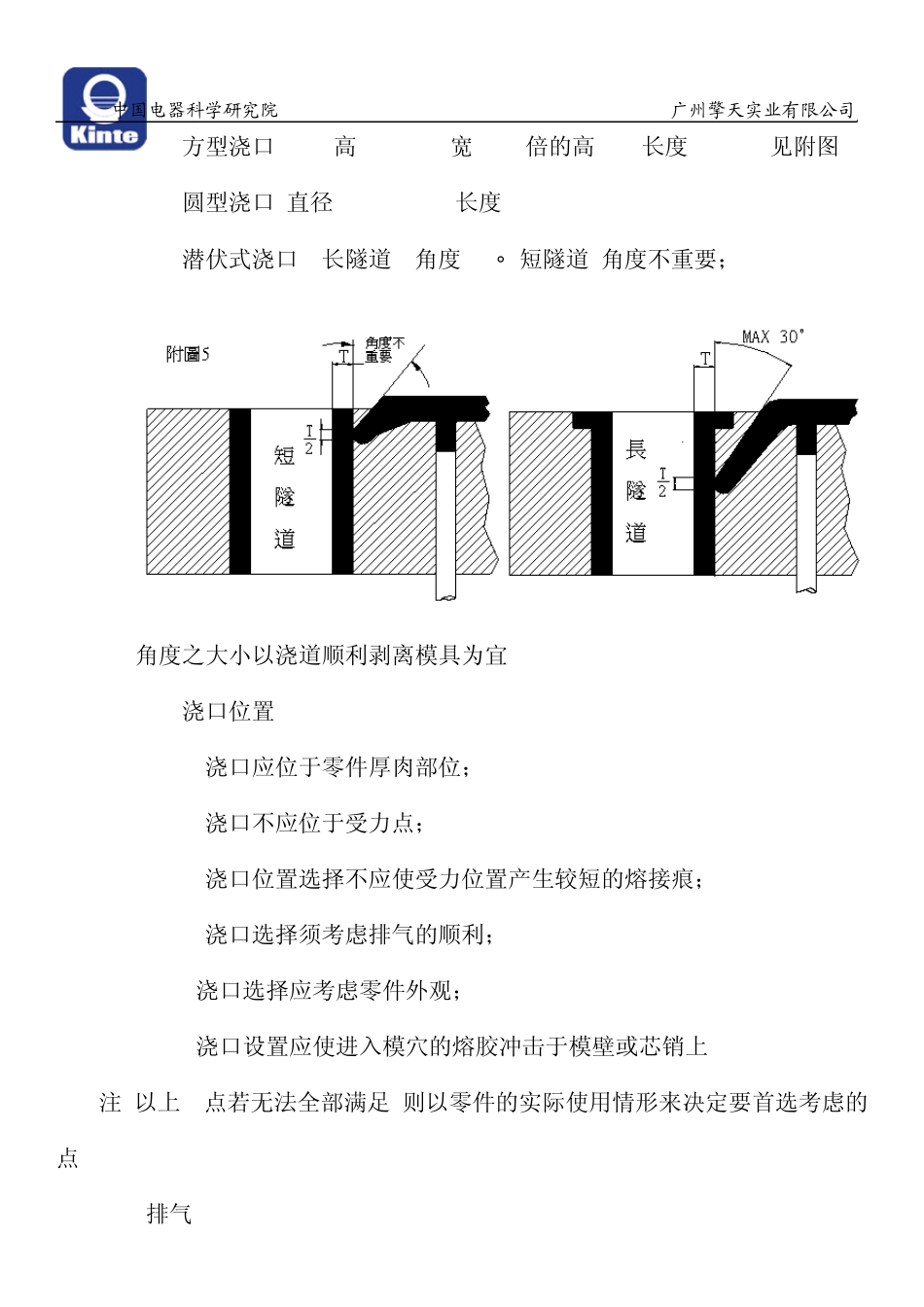
浇口 中国电器科学研究院 广州擎天实业有限公司 4-3-1