无心磨1 加工原理:无心磨床是不用通过加持工件的轴心,依靠中心刀片支撑,导轮旋转迈进,砂轮磨削的一种加工办法
我们平时所说的无心磨床是指无心外圆磨床
2 无心磨的分类:(1)普通型,导轮的传动部分是齿轮传动
如果要变速的话,必须先停止导轮,然后手动变速
(2)S 型,导轮的传动部分是伺服马达带动涡轮蜗杆传动
比普通型更灵活,不用停止导轮即可变速
(3)NC 或 CNC 型,进刀部分是伺服马达传动,传动精度高,操作更精确
机器的控制部分人机界面和 PLC
3 构成要素及其作用 无心磨床重要由砂轮,导轮(调节轮),支撑刀片,三个要素构成
(1)砂轮,担任重要的磨削任务(2)导轮,控制研磨物的转动速度
(3)支撑刀片,支撑研磨物
普通有平面,45 度,60 度的斜面
4 无心磨的启动和停止办法(1)把电源打开到 ON 的位置(2)打开油压润滑系统(3)启动砂轮和导轮(4)最后启动水泵注:关闭的次序:先关闭水泵,空转 3~5 分钟甩干水,再关闭砂轮和导轮
否则会影响砂轮的平衡度
接着关闭油压,最后关闭的电源
5 无心研磨的办法:通过进给法,定位进给法,末端进给法
通过进给法:它以直圆筒状为原则,砂轮,导轮,刀片均被固定
通过导轮的轴向进给,砂轮研磨
能够配合自动送料器,生产效率更高
定位进给法:它以带头研磨物或多段尺寸研磨物为原则
末端进给法:它以锥形研磨物为原则
调节轮与支撑刀片之间安装一种固定关系装置,由靠近靠近操作者端将研磨物推动砂轮,至固定的末端碰头为止
砂轮和导轮有一者或两者须修整为所需之锥形
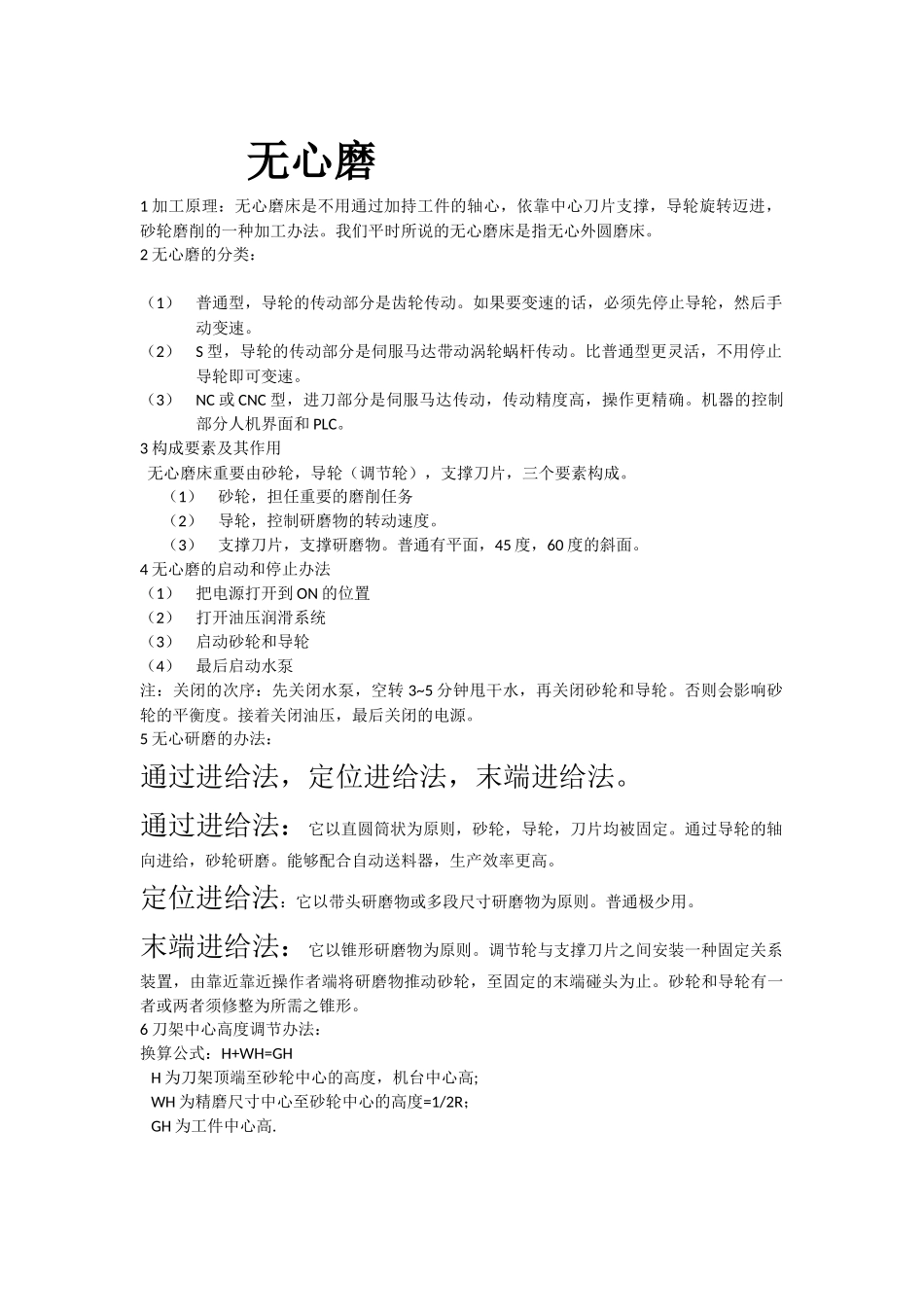
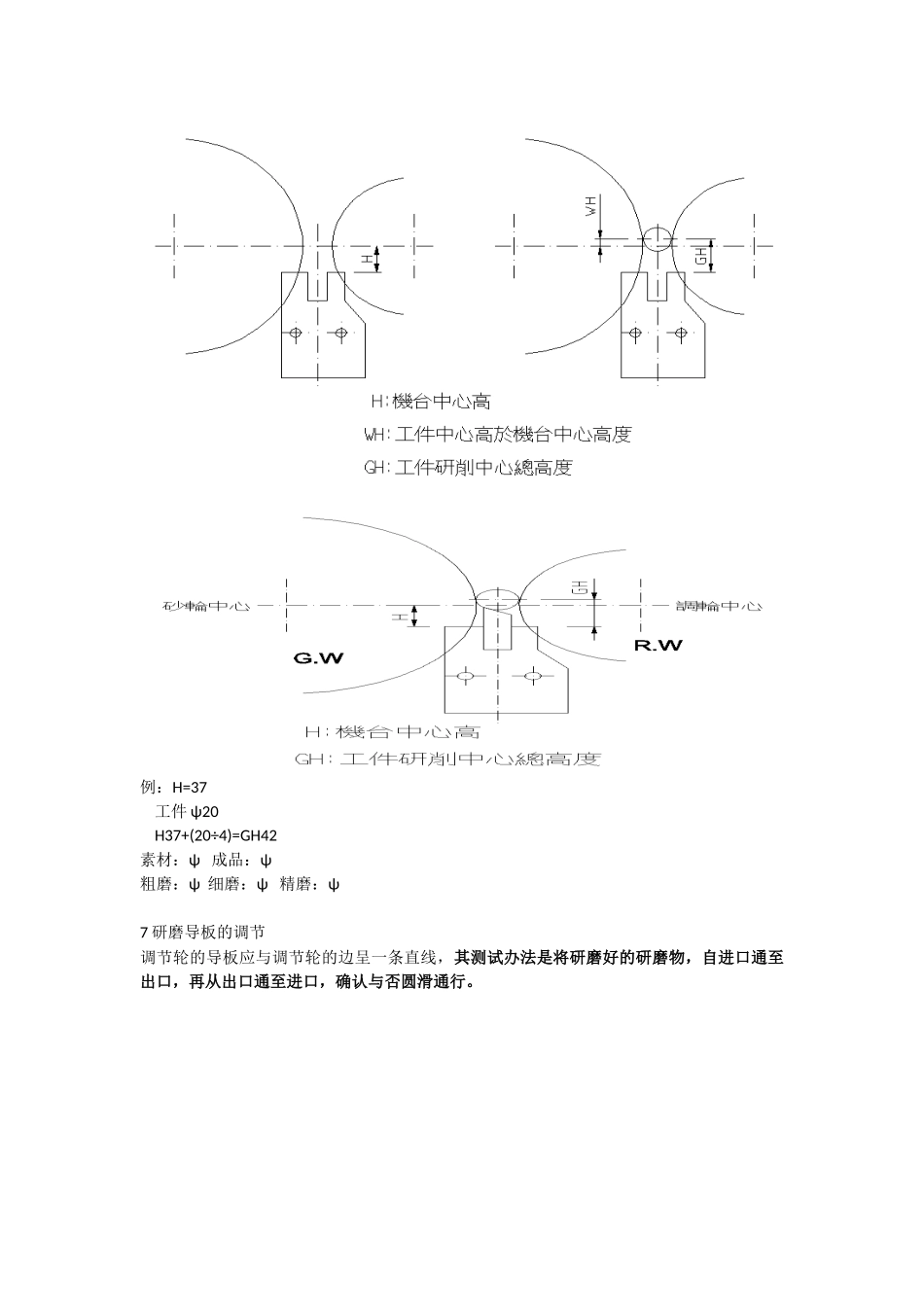
6 刀架中心高度调节办法:换算公式:H+WH=GH H 为刀架顶端至砂轮中心的高度,机台中心高; WH 为精磨尺寸中心至砂轮中心的高度=1/2R; GH 为工件中心高
例:H=37 工件 ψ20 H37+(20÷4)=GH42素材:ψ 成品:ψ粗磨:ψ 细磨:ψ 精磨: