第九章 研磨第一节 研磨的基本概念 1.研磨的概念:研磨,就是运用研具和研磨剂从工件表面磨掉一层微薄的金属,使工件含有很高的表面光洁度,同时还能确保工件的精确尺寸和紧合密封良好的一种精密的加工办法
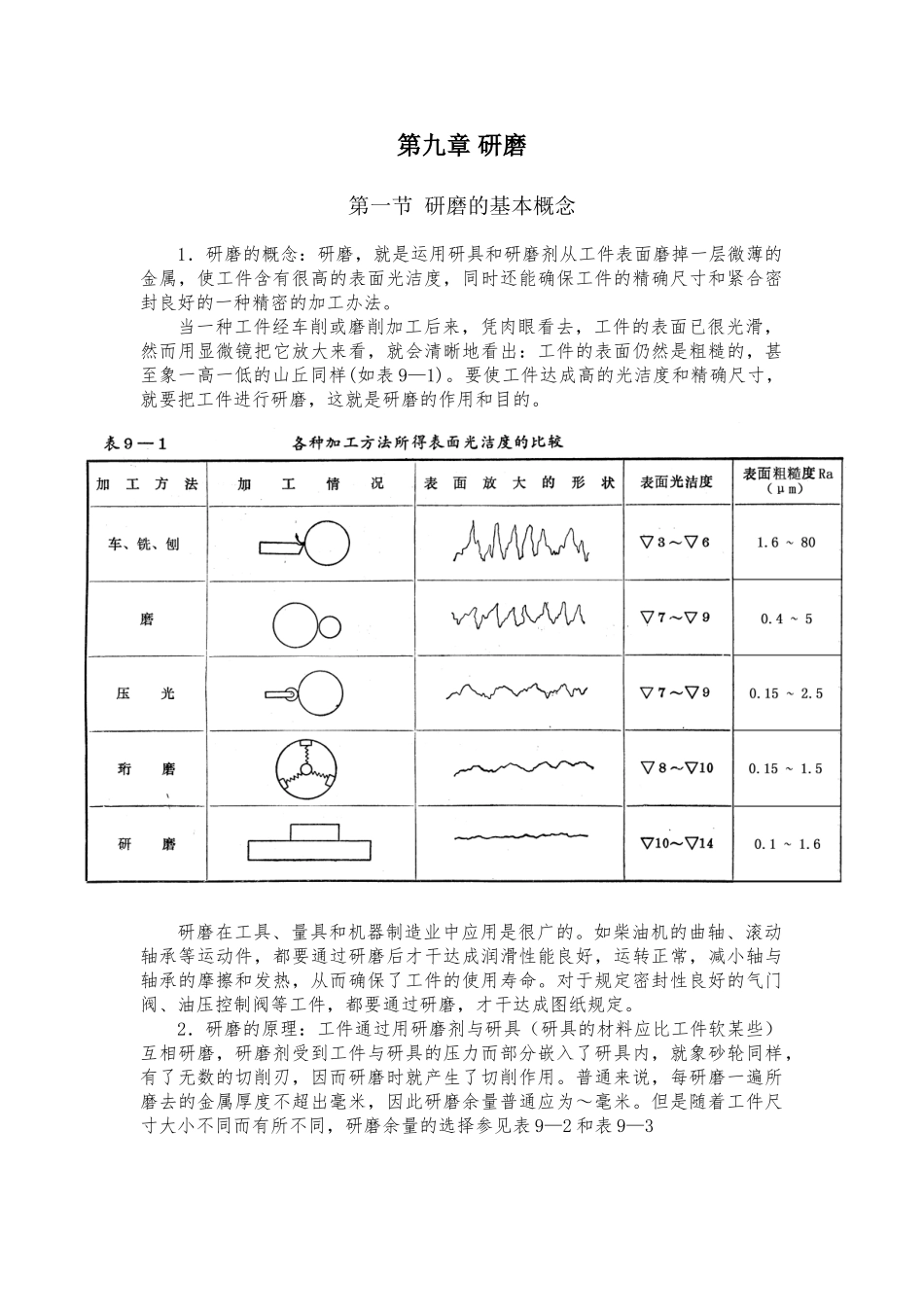
当一种工件经车削或磨削加工后来,凭肉眼看去,工件的表面已很光滑,然而用显微镜把它放大来看,就会清晰地看出:工件的表面仍然是粗糙的,甚至象一高一低的山丘同样(如表 9—1)
要使工件达成高的光洁度和精确尺寸,就要把工件进行研磨,这就是研磨的作用和目的
研磨在工具、量具和机器制造业中应用是很广的
如柴油机的曲轴、滚动轴承等运动件,都要通过研磨后才干达成润滑性能良好,运转正常,减小轴与轴承的摩擦和发热,从而确保了工件的使用寿命
对于规定密封性良好的气门阀、油压控制阀等工件,都要通过研磨,才干达成图纸规定
2.研磨的原理:工件通过用研磨剂与研具(研具的材料应比工件软某些)互相研磨,研磨剂受到工件与研具的压力而部分嵌入了研具内,就象砂轮同样,有了无数的切削刃,因而研磨时就产生了切削作用
普通来说,每研磨一遍所磨去的金属厚度不超出毫米,因此研磨余量普通应为~毫米
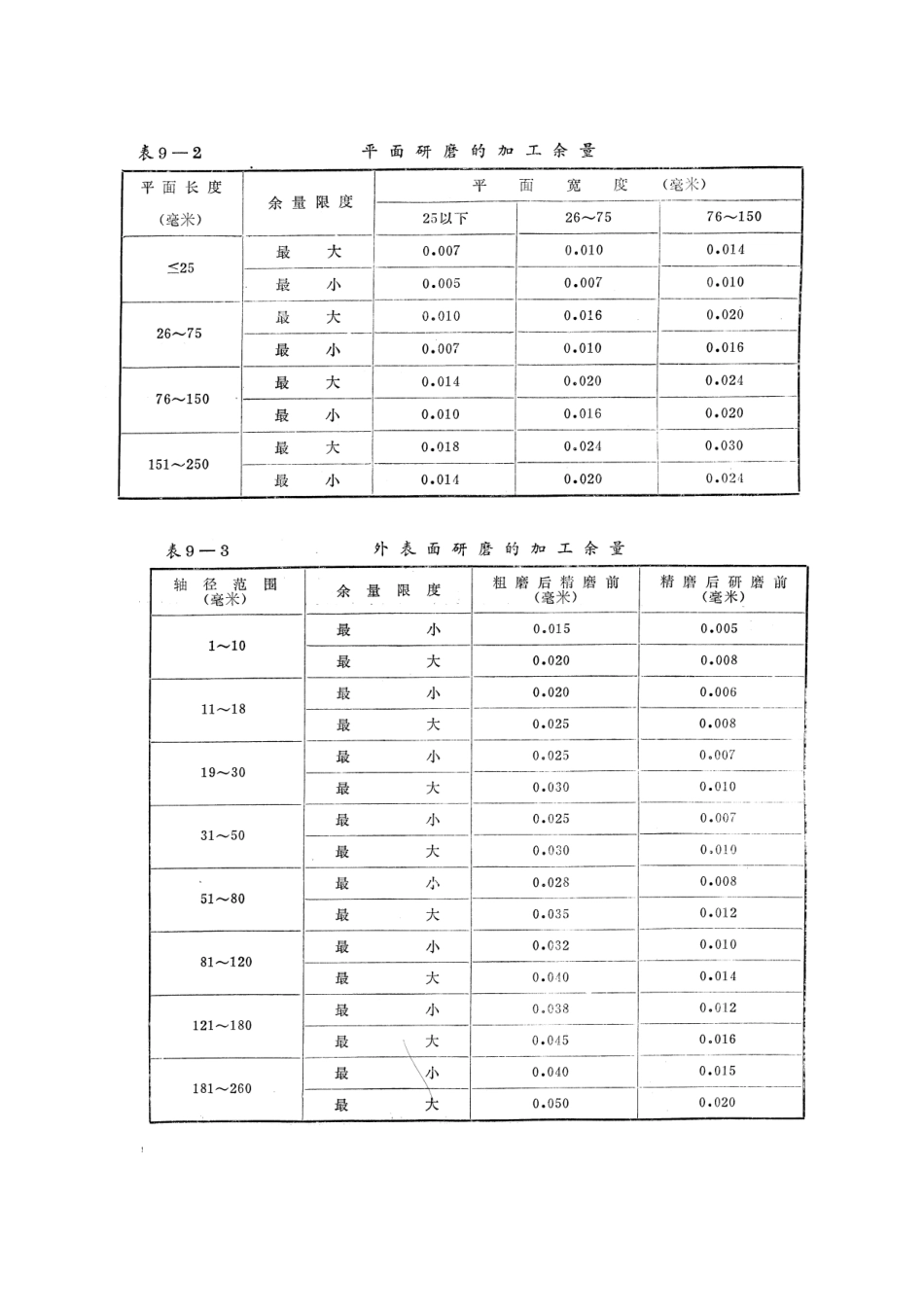
但是随着工件尺寸大小不同而有所不同,研磨余量的选择参见表 9—2 和表 9—3
工件研磨后获得的光洁度,跟研磨时的压力、速度、研磨粉(剂)的粗细有着亲密的关系
长久的生产实践阐明,当压力大、速度慢、研磨粉(剂)粗的时候,工件的光洁度低;而压力小、速度高、研磨粉(剂)细时,则工件的光洁度高
普通说来,研磨的速度在 1 0~1 5 米/分之间(每分钟往复大概 5 0~6 0 次/分)o 对于精度规定较高的工件,速度也不能超出 3 0 米/分,以避免由于高速发热影响精度,起着相反的加工效果
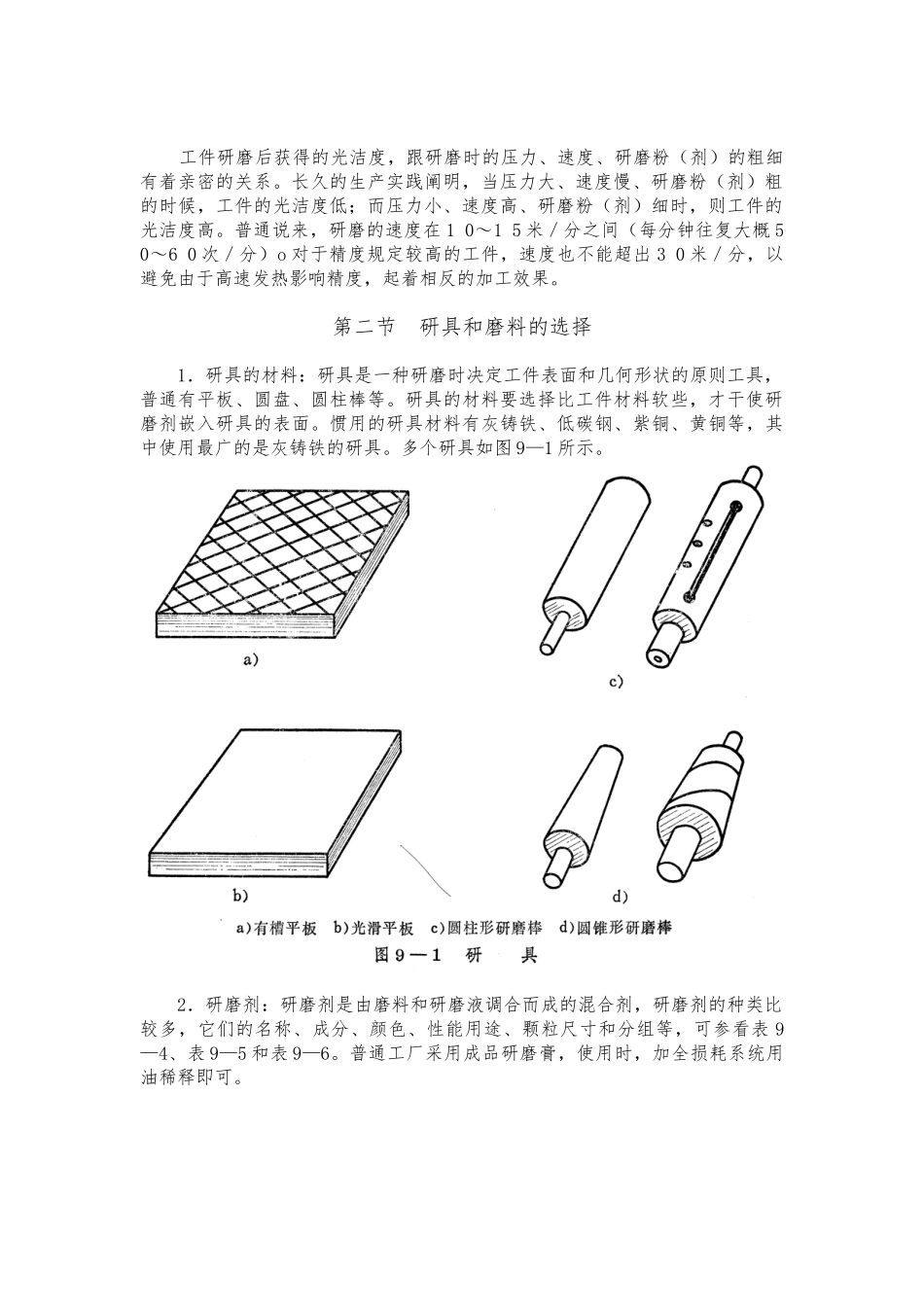
第二节 研具和磨料的选择1.研具的材料:研具是一种研磨时决定工件表面和几何形状的原则工具,普通有平板、圆盘、圆柱棒等
研具的材料要选择比工件材料软些