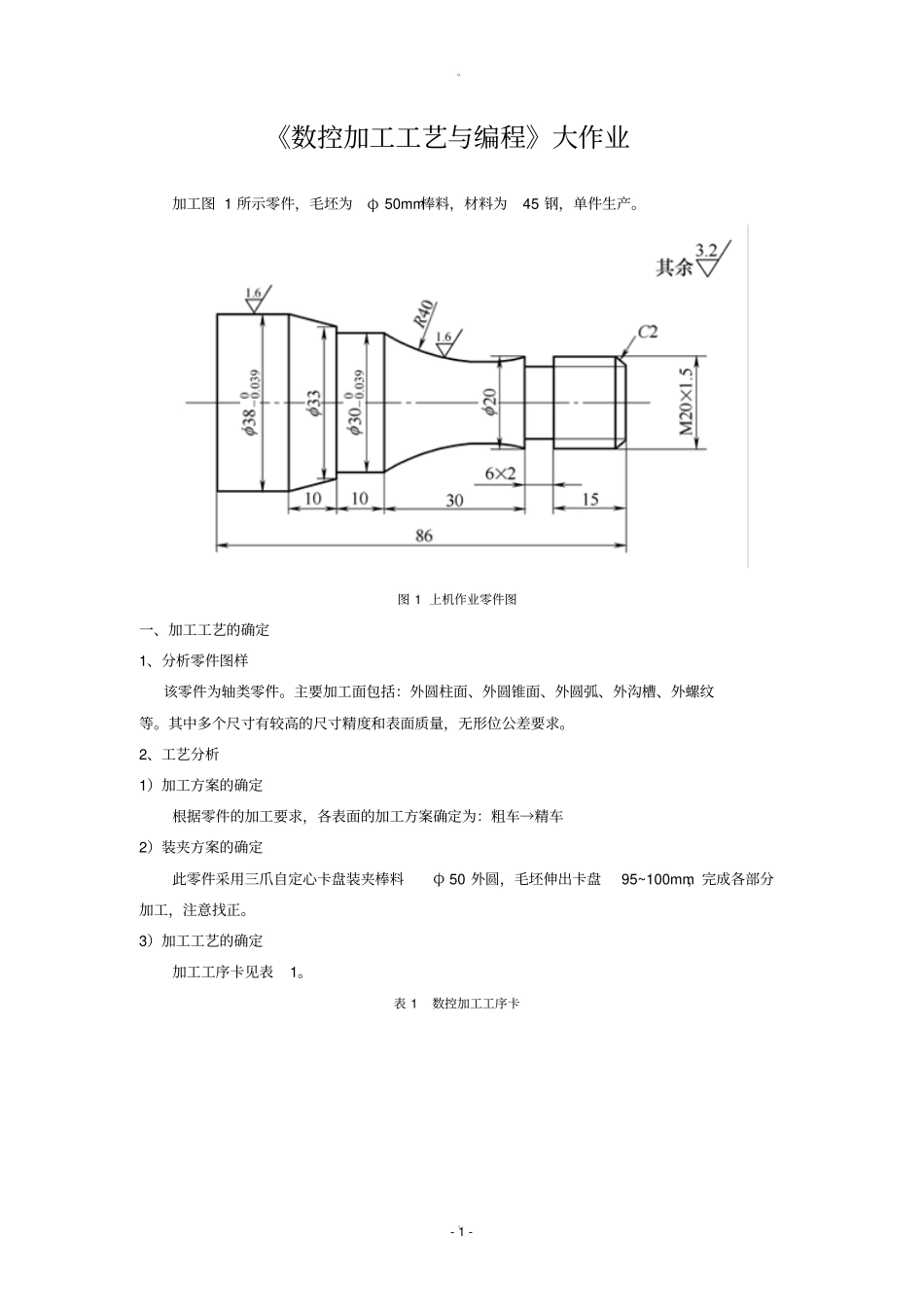
- 1 - 《数控加工工艺与编程》大作业加工图 1 所示零件,毛坯为φ 50mm棒料,材料为45 钢,单件生产
图 1 上机作业零件图一、加工工艺的确定1、分析零件图样该零件为轴类零件
主要加工面包括:外圆柱面、外圆锥面、外圆弧、外沟槽、外螺纹等
其中多个尺寸有较高的尺寸精度和表面质量,无形位公差要求
2、工艺分析1)加工方案的确定根据零件的加工要求,各表面的加工方案确定为:粗车→精车2)装夹方案的确定此零件采用三爪自定心卡盘装夹棒料φ 50 外圆,毛坯伸出卡盘95~100mm,完成各部分加工,注意找正
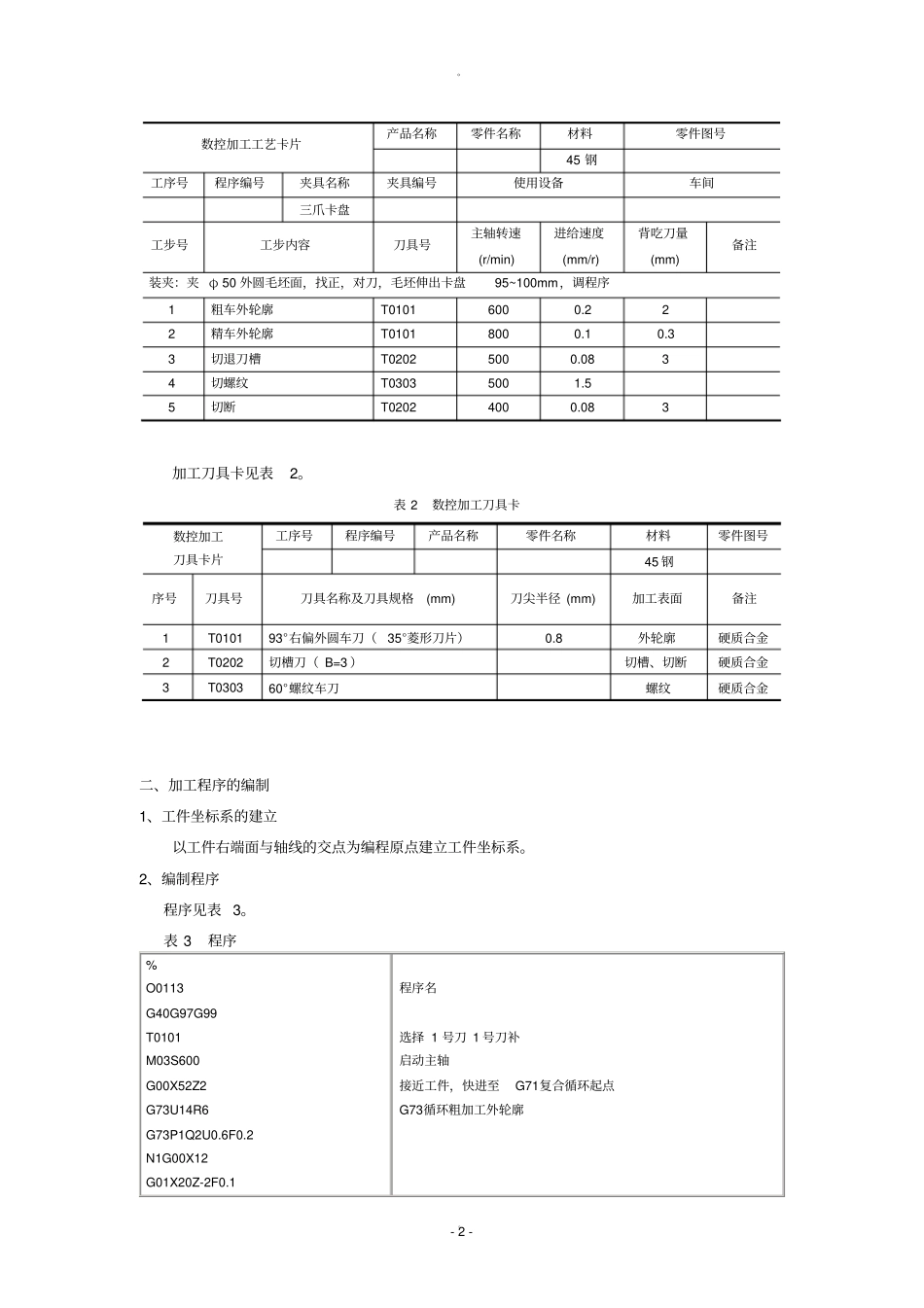
3)加工工艺的确定加工工序卡见表1
表 1 数控加工工序卡
- 2 - 产品名称零件名称材料零件图号数控加工工艺卡片45 钢工序号程序编号夹具名称夹具编号使用设备车间三爪卡盘工步号工步内容刀具号主轴转速(r/min) 进给速度(mm/r) 背吃刀量(mm) 备注装夹:夹 φ 50 外圆毛坯面,找正,对刀,毛坯伸出卡盘95~100mm,调程序1 粗车外轮廓T0101 600 0
2 2 2 精车外轮廓T0101 800 0
3 3 切退刀槽T0202 500 0
08 3 4 切螺纹T0303 500 1
5 5 切断T0202 400 0
08 3 加工刀具卡见表2
表 2 数控加工刀具卡数控加工刀具卡片工序号程序编号产品名称零件名称材料零件图号45 钢序号刀具号刀具名称及刀具规格(mm) 刀尖半径 (mm) 加工表面备注1 T0101 93°右偏外圆车刀(35°菱形刀片)0
8 外轮廓硬质合金2 T0202 切槽刀( B=3 )切槽、切断硬质合金3 T0303 60°螺纹车刀螺纹硬质合金二、加工程序的编制1、工件坐标系的建立以工件右端面与轴线的交点为编程原点建立工件坐标系
2、编制程序程序见表 3
表 3 程序% O0113 G40G97G99 T0101