●本教程用于指导平板式制动检验台的操作、检定、保养维护
●本教程以石家庄华燕交通科技有限公司制造的HPZS-10为例进行介绍
其它相关产品参照本教程操作
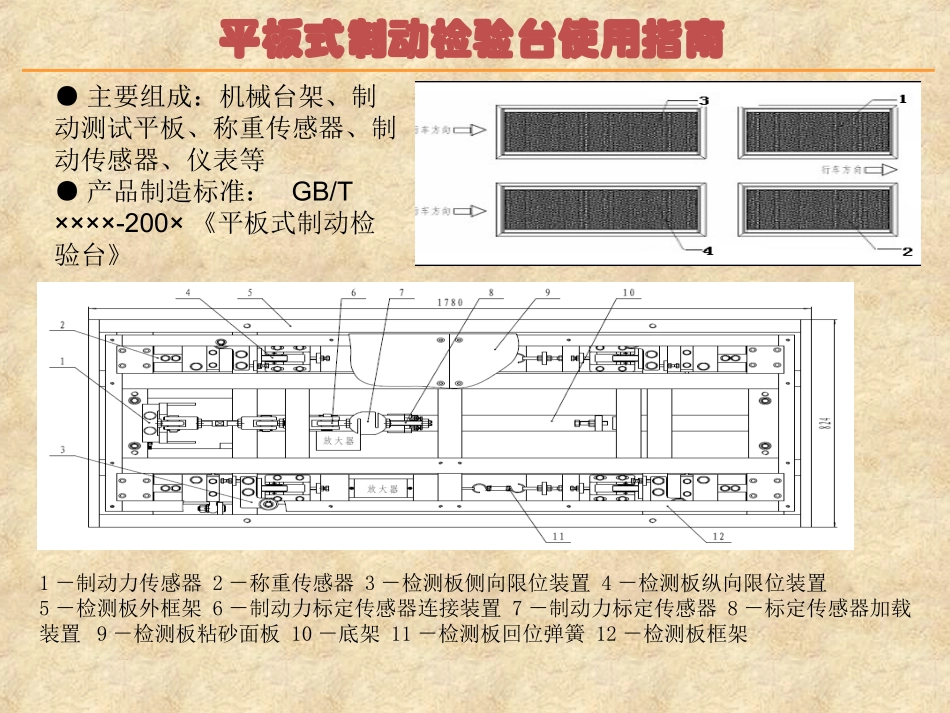
相关产品:HPZS-030、HPZS-130●检定标准依据:JJG1020-2005《平板式制动检验台》检定规程平板式制动检验台使用指南HPZS-10承载轴荷:10t板面长度:2300mm板面宽度:1000mm单轮测试量程:49000N平板式制动检验台使用指南1-制动力传感器2-称重传感器3-检测板侧向限位装置4-检测板纵向限位装置5-检测板外框架6-制动力标定传感器连接装置7-制动力标定传感器8-标定传感器加载装置9-检测板粘砂面板10-底架11-检测板回位弹簧12-检测板框架●主要组成:机械台架、制动测试平板、称重传感器、制动传感器、仪表等●产品制造标准:GB/T××××-200×《平板式制动检验台》1
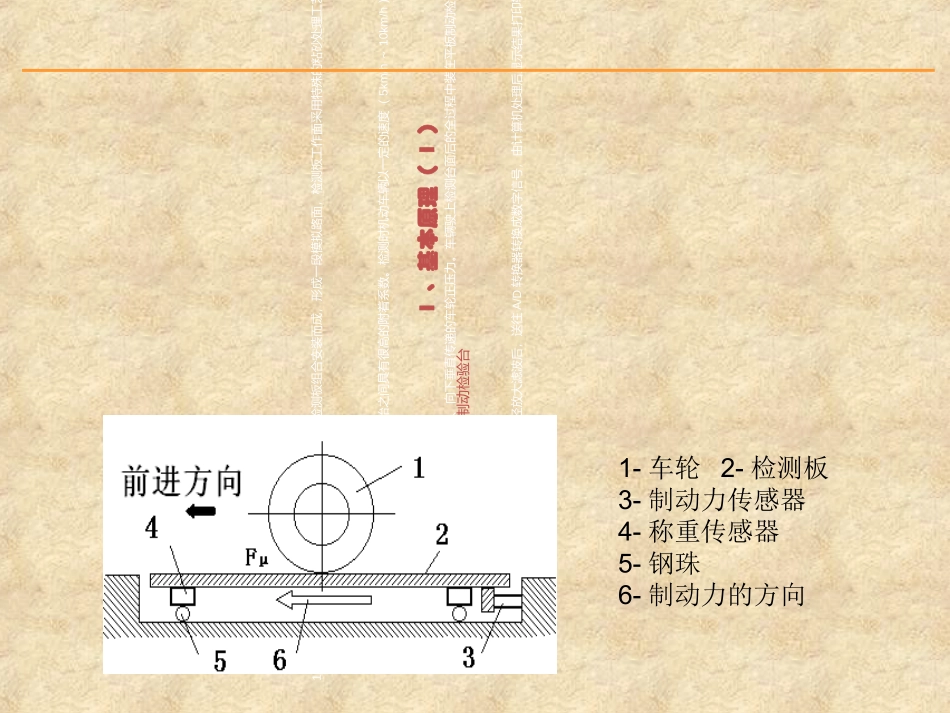
1测力原理:平板制动试验台一般由4块平整的检测板组合安装而成,形成一段模拟路面,检测板工作面采用特殊的粘砂处理工艺(工作面或可用钢丝网格和喷镍,根据客户需要配置),使得表面与车辆轮胎之间具有很高的附着系数
检测时机动车辆以一定的速度(5km/h~10km/h)行驶到该平板上并实施制动,此时轮胎对台面产生一个沿行车方向的切向力、向下垂直传递的车轮正压力
车辆驶上检测台面后的全过程中装在平板制动检测板下面的轮重传感器和制动力传感器将车辆轮胎传递的力转换成电信号,经放大滤波后,送往A/D转换器转换成数字信号,由计算机处理后显示结果打印输出
平板式制动检验台1、基本原理(1)1-车轮2-检测板3-制动力传感器4-称重传感器5-钢珠6-制动力的方向1
2信号处理:计算机仪表同时采集到左前、右前、左后、右后四块制动测试平板上水平方向及垂直方向的制动全过程数据
计算全过程各板测到制动数据的最大值即为对应各轮的最大制动力;在车辆制动结