下载后可任意编辑1 目的明确测量系统分析程序的评价方法,从而确定测量系统引起的误差,并利用讨论结果实行措施减少测量系统的误差
2 范围 本程序适用于本公司控制计划中提出的测量系统
1 技术质量部负责测量系统分析
4.相关文件4
1 监视和测量装置管理程序 PX/QS2-22-20244
2 MSA 手册4
3 控制计划5
1 测量系统的分析项目:a、测量特性属于计量型:作“重复性和再现性分析”( R&R 分析)
b、测量特性属于计数型:作“小样法分析”
2 测量系统分析的时机:a、当产品进行产品质量先期策划时;b、当顾客要求时;c、当所测的零件公差发生变化时;d、测量系统分析的量具应在校准合格后进行
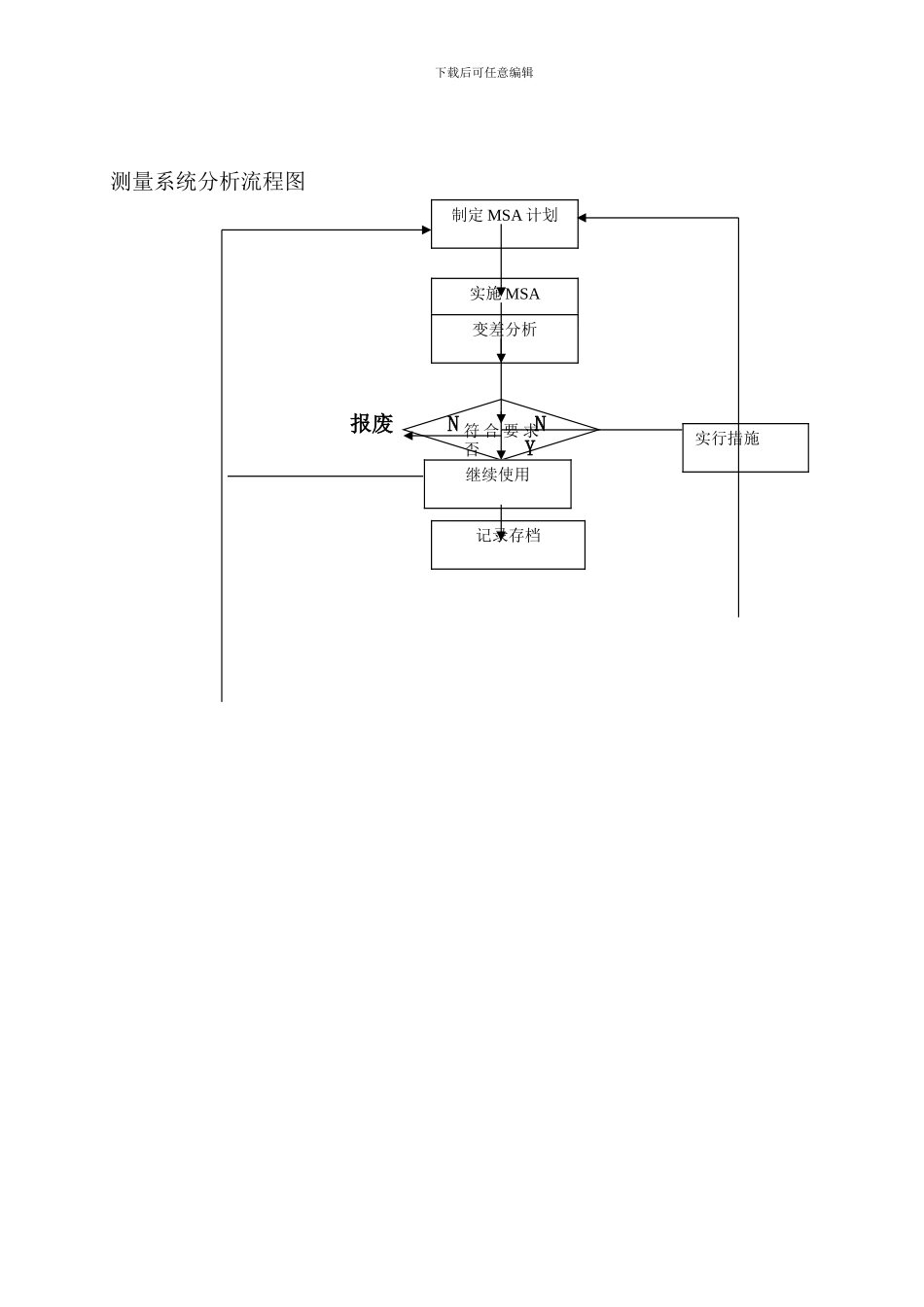
3 测量系统分析流程5
1 本公司技术质量部每年 1 月,根据量具总清单的分类各选择有代表性的量具,制定“测量系统分析计划”,进行常规 MSA
2 在 APQP 期间,根据“测量系统分析计划”的要求,对《控制计划》涉及的测量系统进行 MSA
3 分析的项目根据 5
1 执行,具体方法和接收准则根据 5
4 技术质量部对测量系统的分析记录进行整理,归档保存,保存期为三年
4 测量系统的分析方法:5
1 R&R 分析5
1 采集数据a、指定 3 个评价人
b、取 10 个零件作为样本
c、由 1-10 给零件编号,但评价人不能看到这些数字
d、每个评价人用该量具以随机顺序将 10 个零件测量 2 次,并在“量具重复性和再现性数据表”中记录
e、技术质量部负责计算重复性--设备变差(EV)、再现性—评价人变差(AV)、重复性和再现性(R&R),并填写“量具重复性和再现性报告”
2 结果分析5
1 若重复性>再现性:1)量具要加以保养;2)量具应重新设计来提高刚度;3)夹紧和定