2 H 型钢轧机(方案二) 6
1 产品大纲及金属平衡 6
1 产品大纲 设计年产H 型钢量:114 万t/a
主要钢种:碳素结构钢、低合金结构钢、桥梁用结构钢等
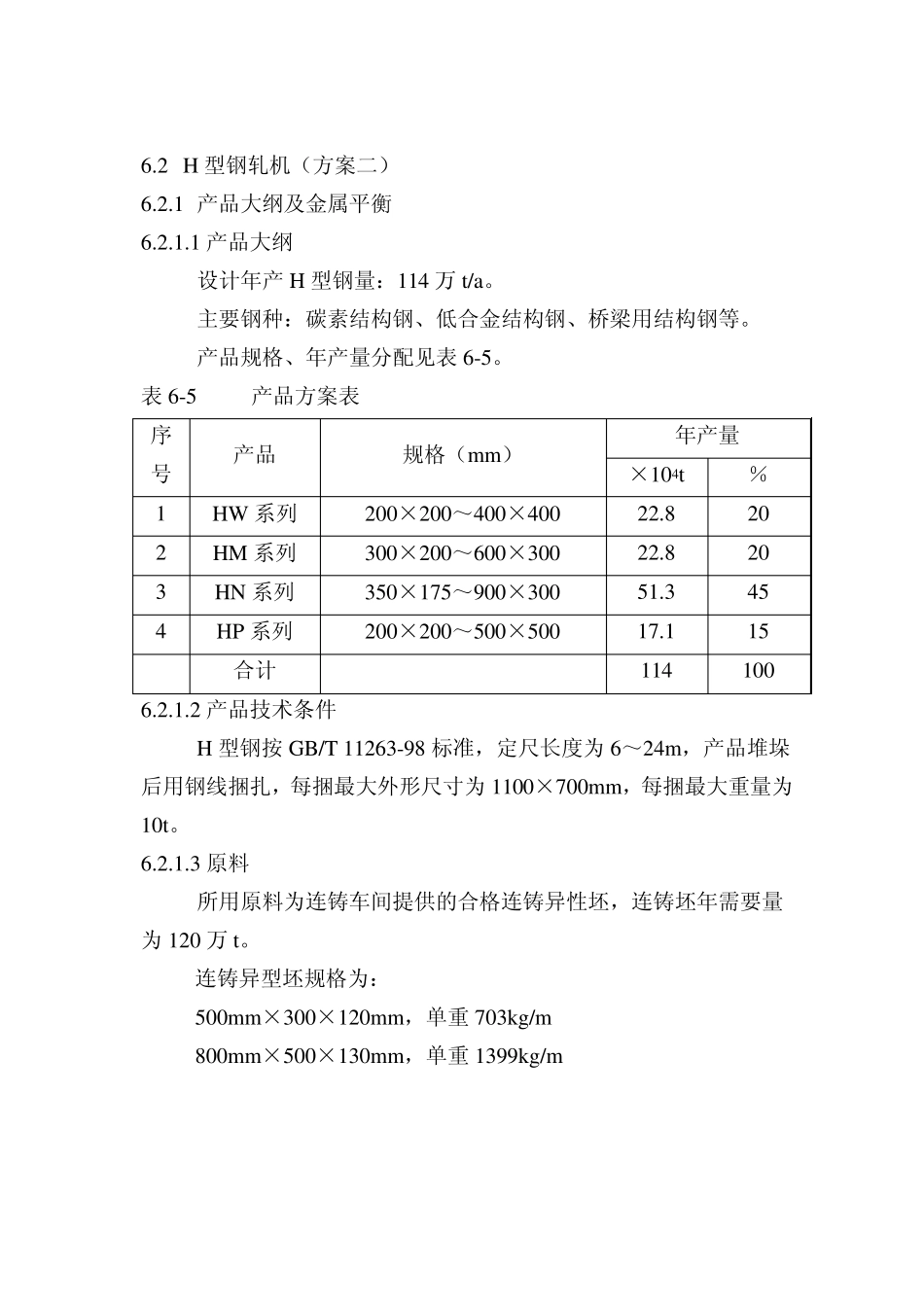
产品规格、年产量分配见表6-5
表6-5 产品方案表 序号 产品 规格(mm) 年产量 ×104t % 1 HW 系列 200×200~400×400 22
8 20 2 HM 系列 300×200~600×300 22
8 20 3 HN 系列 350×175~900×300 51
3 45 4 HP 系列 200×200~500×500 17
1 15 合计 114 100 6
2 产品技术条件 H 型钢按 GB/T 11263-98 标准,定尺长度为 6~24m,产品堆垛 后用钢线捆扎,每捆最大外形尺寸为 1100×700mm,每捆最大重量为10t
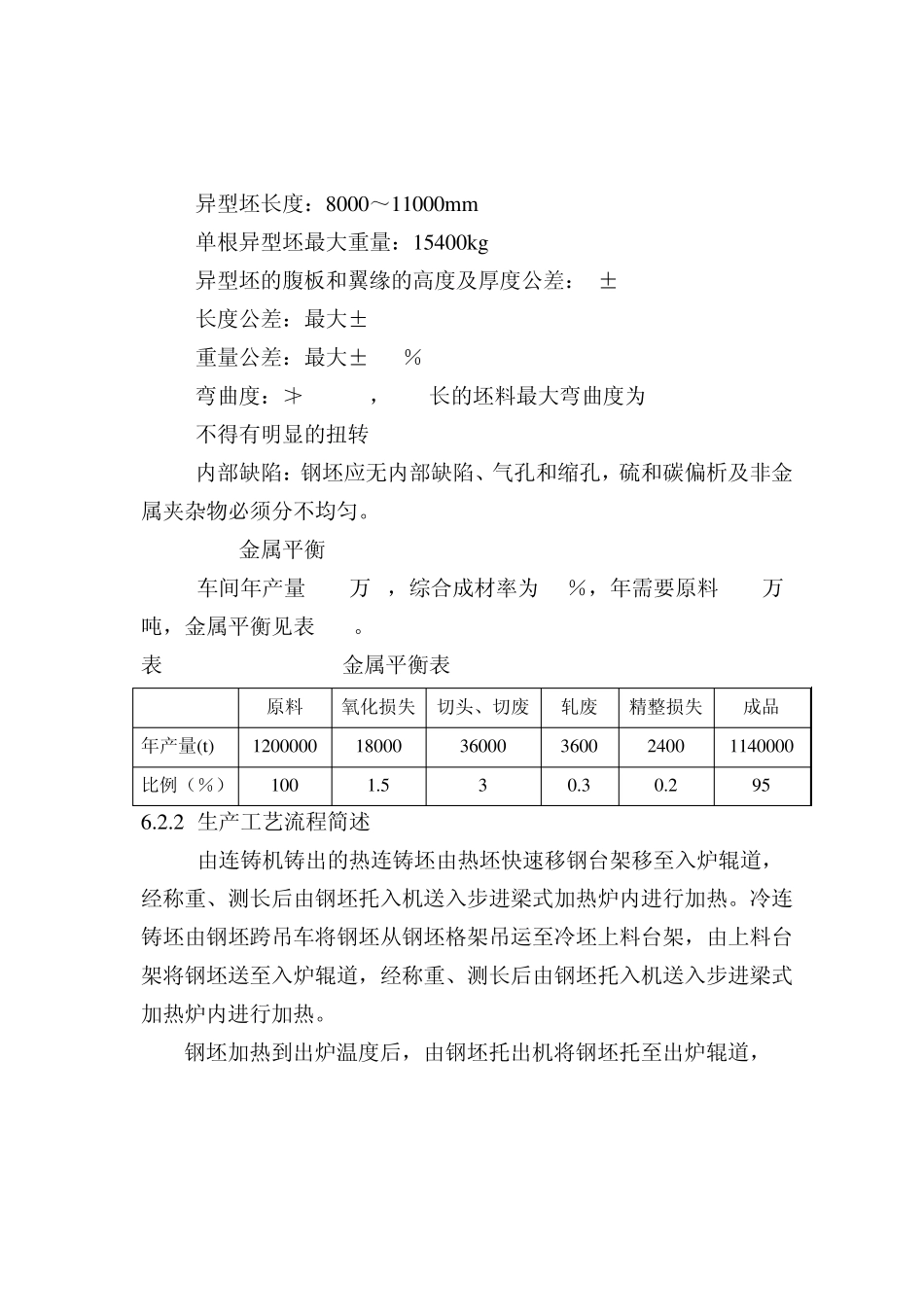
3 原料 所用原料为连铸车间提供的合格连铸异性坯,连铸坯年需要量 为 120 万t
连铸异型坯规格为: 500mm×300×120mm,单重 703kg/m 800mm×500×130mm,单重 1399kg/m 异型坯长度:8000~11000mm 单根异型坯最大重量:15400kg 异型坯的腹板和翼缘的高度及厚度公差: