激光切割工艺 本文章共4286字,分3页,当前第1页,快速翻页:123 激 光 切 割 工 艺 激光切割的工艺参数 (1)光束横模 ① 基模 又称为高斯模,是切割最理想的模式,主要出现在功率小于 1kW的激光器
② 低阶模 与基模比较接近,主要出现在 1~2kW的中功率激光器
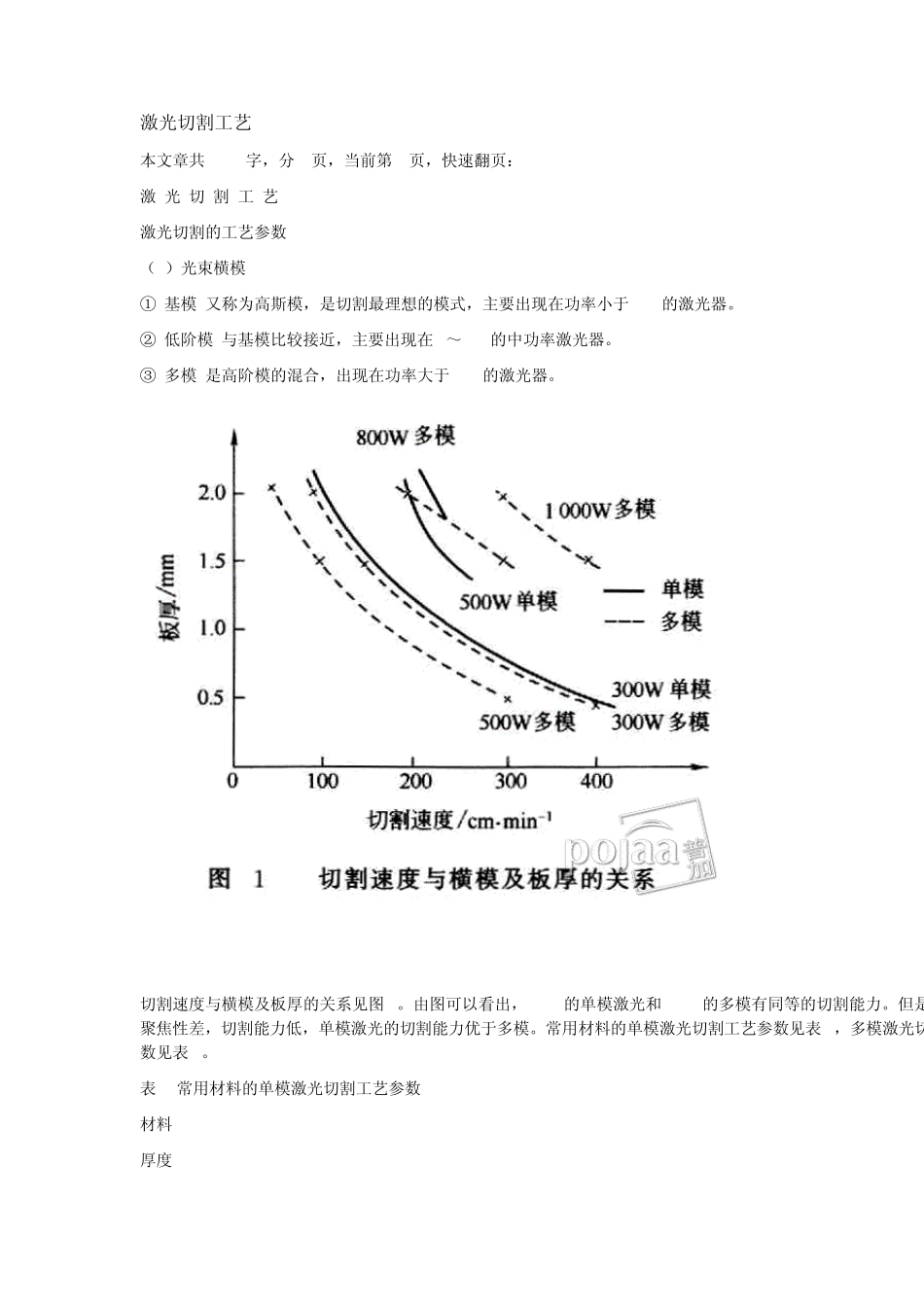
③ 多模 是高阶模的混合,出现在功率大于 3kW的激光器
切割速度与横模及板厚的关系见图 1
由图可以看出,300W的单模激光和 500W的多模有同等的切割能力
但是聚焦性差,切割能力低,单模激光的切割能力优于多模
常用材料的单模激光切割工艺参数见表 1,多模激光切数见表 2
表 1 常用材料的单模激光切割工艺参数 材料 厚度/mm 辅助气体 切割速度/cmmin-1 切缝宽度/mm 功率/W 低碳钢 3
0 O2 60 0
2 250 不锈钢 1
0 O2 150 0
1 钛合金 40
0 O2 50 3
5 钛合金 10
0 O2 280 1
5 有机透明玻璃 10
0 N2 80 0
7 氧化铝 1
0 O2 300 0
1 聚酯地毯 10
0 N2 260 0
5 棉织品(多层) 15
0 N2 90 0
5 纸板 0
5 N2 300 0
4 波纹纸板 8
0 N2 300 0
4 石英玻璃 1
9 O2 60 0
2 聚丙烯 5
5 N2 70 0
5 聚苯乙烯 3
2 N2 420 0
4 硬质聚氯乙烯 7
0 N2 120 0
5 纤维增强塑料 3
0 N2 60 0
3 木材(胶合板) 18
0 N2 20 0
7 低碳钢 1
0 N2 450 - 500 3
0 N2 150 6
0 N2 50 1
2 O2 600 0
0 O2 400 0
0 O2 250 0
2 不锈钢 1
0 O2 300 - 3
0 O2 120 胶合板 18
0 N2 350