焊接前准备 2
1 底面开口缺陷的B 扫描图像清洁钎件和去除污物 毛细作用只有在金属表面相当清洁时才可很好作用
因此,去除所有污物(油、油脂、垃圾、铁锈和氧化物)非常必要,清洁钎件的方法如下: (a)在清除污垢、铁锈、氧化物之前清除脏物、油和油脂,为达此目的,将钎件浸入化学清洗溶液中
要清除污垢、铁锈、氧化物或油漆,用砂纸彻底清理表面
磨松污物后,以抹布或海绵清除残余物或渣粒
(b) 钎件清洗完毕之后,钎焊前应使之完全干燥
干燥后,应尽可能快地施焊以免再度污染
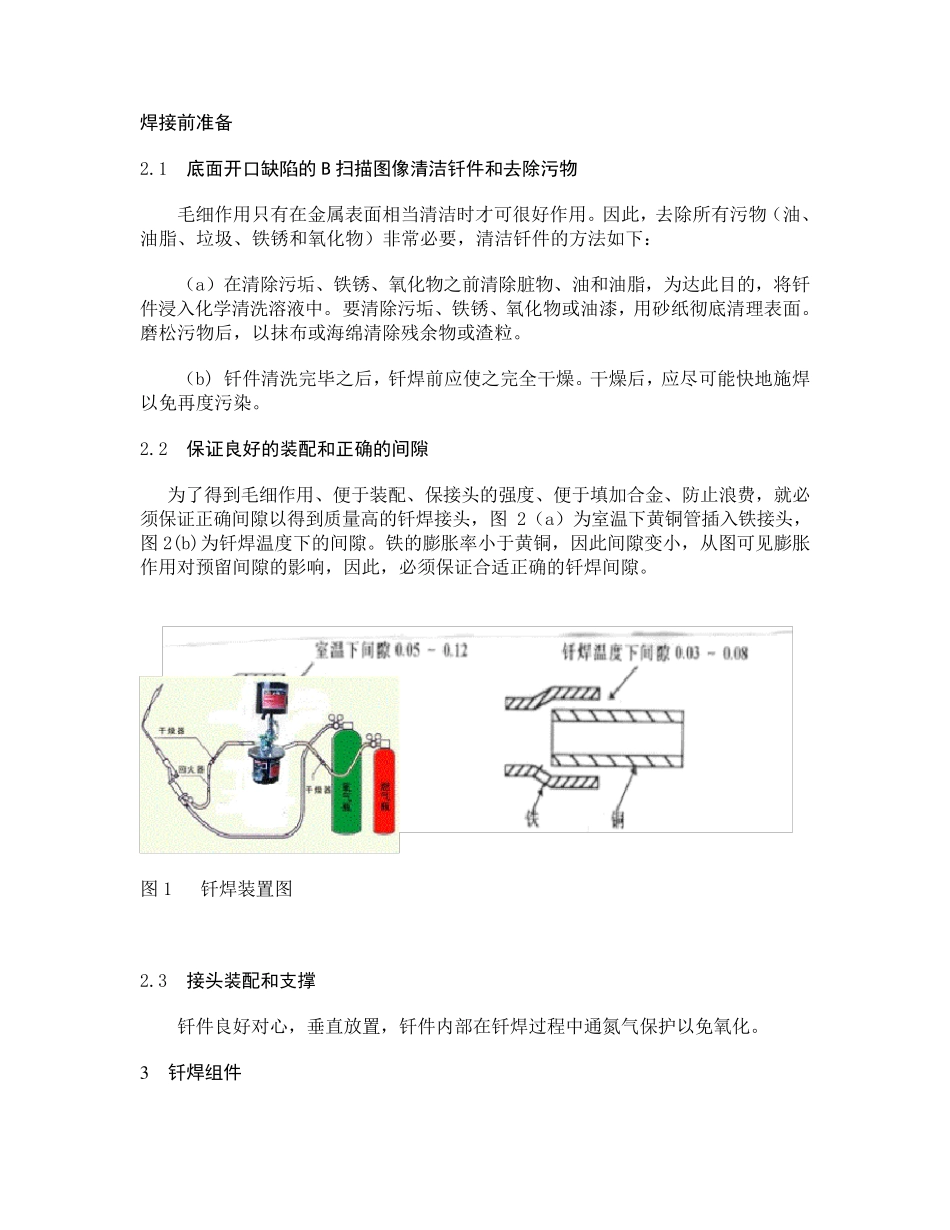
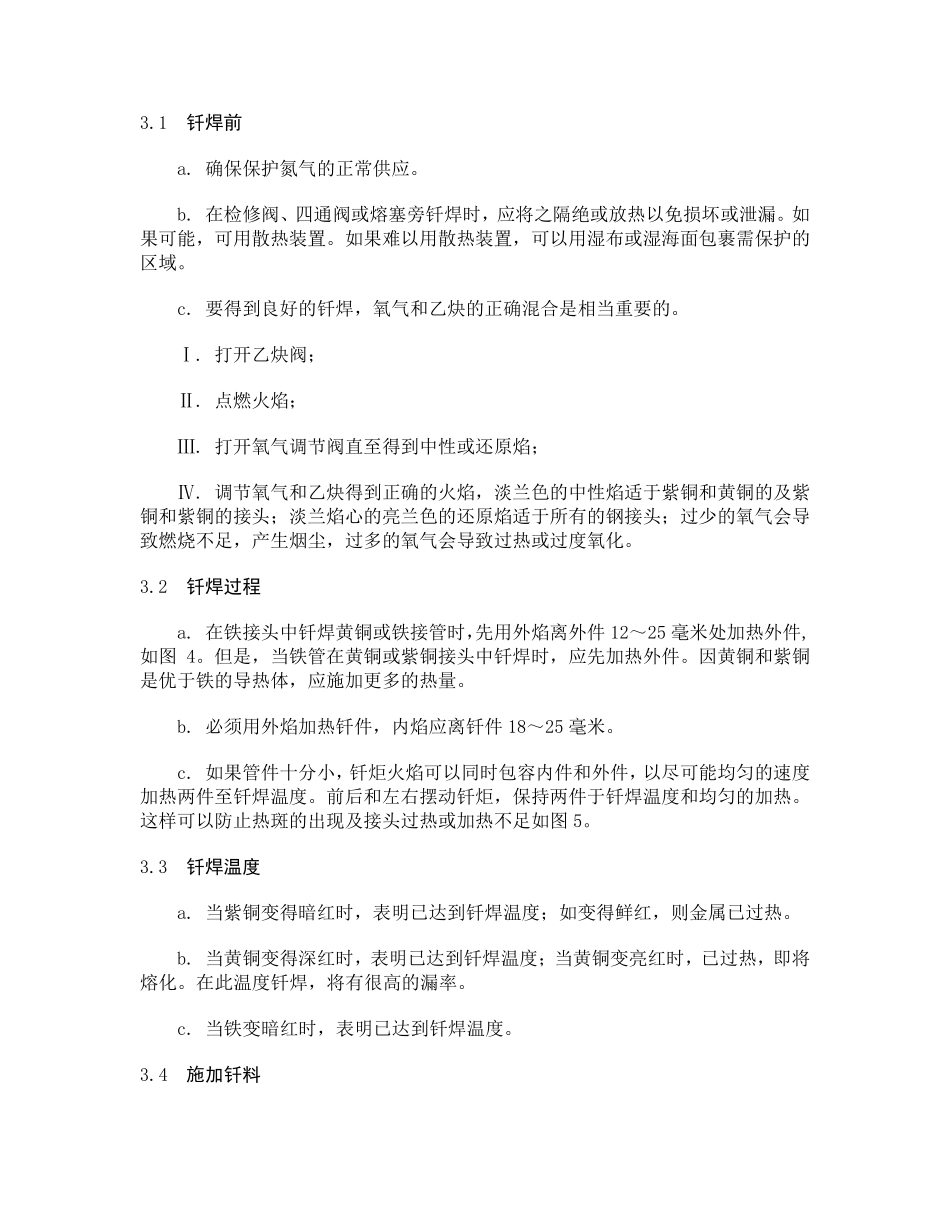
2 保证良好的装配和正确的间隙 为了得到毛细作用、便于装配、保接头的强度、便于填加合金、防止浪费,就必须保证正确间隙以得到质量高的钎焊接头,图2(a)为室温下黄铜管插入铁接头,图2(b)为钎焊温度下的间隙
铁的膨胀率小于黄铜,因此间隙变小,从图可见膨胀作用对预留间隙的影响,因此,必须保证合适正确的钎焊间隙
图1 钎焊装置图 2
3 接头装配和支撑 钎件良好对心,垂直放置,钎件内部在钎焊过 程 中通 氮 气 保护 以免氧化
3 钎焊组件 3
1 钎焊前 a
确保保护氮气的正常供应
在检修阀、四通阀或熔塞旁钎焊时,应将之隔绝或放热以免损坏或泄漏
如果可能,可用散热装置
如果难以用散热装置,可以用湿布或湿海面包裹需保护的区域
要得到良好的钎焊,氧气和乙炔的正确混合是相当重要的
打开乙炔阀; Ⅱ
点燃火焰; Ⅲ
打开氧气调节阀直至得到中性或还原焰; Ⅳ
调节氧气和乙炔得到正确的火焰,淡兰色的中性焰适于紫铜和黄铜的及紫铜和紫铜的接头;淡兰焰心的亮兰色的还原焰适于所有的钢接头;过少的氧气会导致燃烧不足,产生烟尘,过多的氧气会导致过热或过度氧化
2 钎焊过程 a
在铁接头中钎焊黄铜或铁接管时,先用外焰离外件 12~25 毫米处加热外件,如图4
但是,当铁管在黄铜或紫铜接头中钎焊时