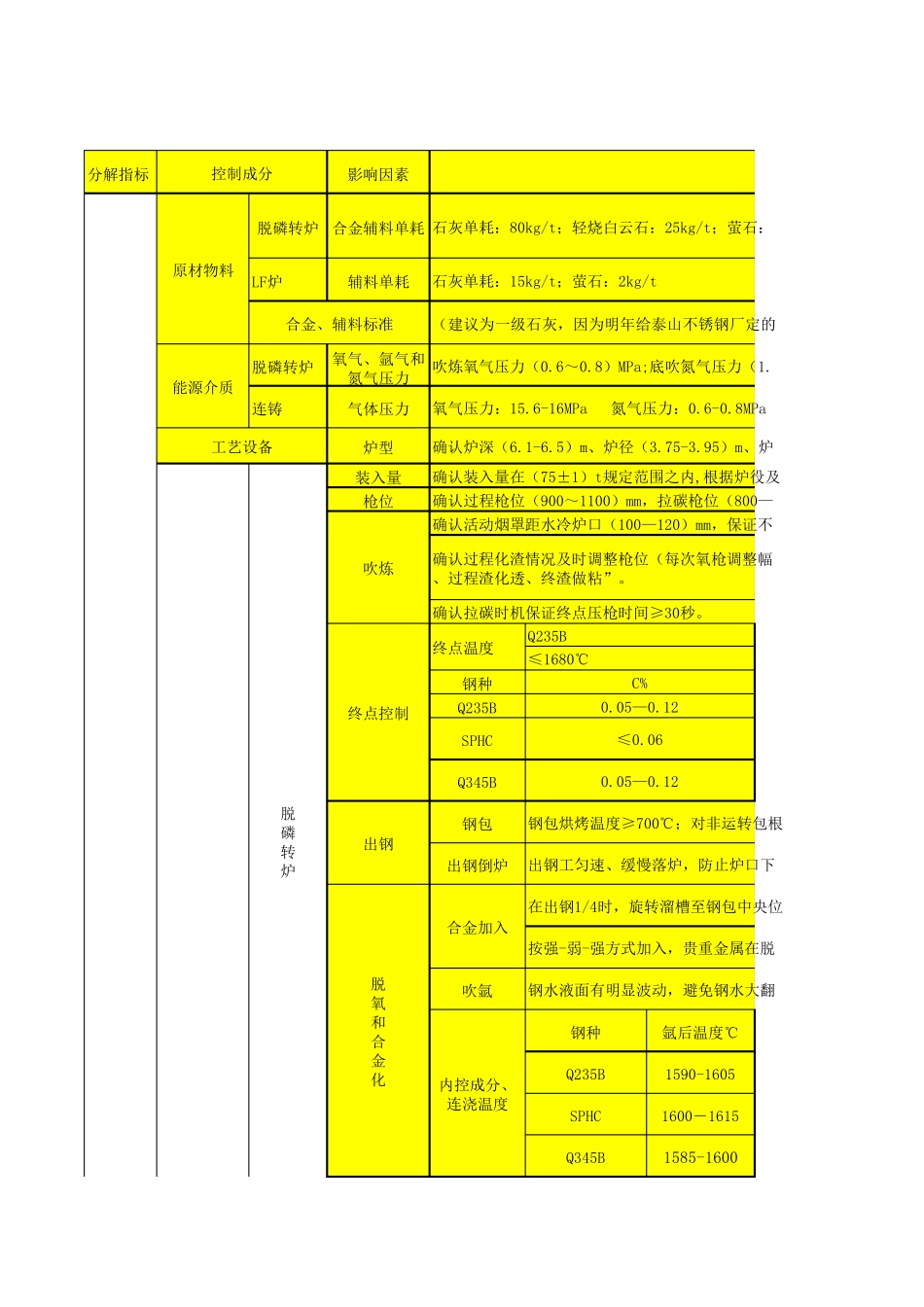
分解指标影响因素脱磷转炉合金辅料单耗LF炉辅料单耗脱磷转炉氧气、氩气和氮气压力连铸气体压力炉型装入量枪位钢种Q235BSPHCQ345B钢包出钢倒炉吹氩钢种氩后温度℃Q235B1590-1605SPHC1600-1615Q345B1585-1600脱氧和合金化合金加入在出钢1/4时,旋转溜槽至钢包中央位按强-弱-强方式加入,贵重金属在脱钢水液面有明显波动,避免钢水大翻内控成分、连浇温度0
12出钢钢包烘烤温度≥700℃;对非运转包根出钢工匀速、缓慢落炉,防止炉口下0
06≤1680℃C%脱磷转炉确认装入量在(75±1)t规定范围之内,根据炉役及确认过程枪位(900~1100)mm,拉碳枪位(800—吹炼确认活动烟罩距水冷炉口(100—120)mm,保证不确认过程化渣情况及时调整枪位(每次氧枪调整幅、过程渣化透、终渣做粘”
确认拉碳时机保证终点压枪时间≥30秒
终点控制终点温度Q235B氧气压力:15
6-16MPa 氮气压力:0
8MPa 工艺设备原材物料石灰单耗:80kg/t;轻烧白云石:25kg/t;萤 石:石灰单耗:15kg/t;萤 石:2kg/t合金、辅料标准(建 议 为 一 级 石灰,因为 明年 给 泰 山 不锈 钢厂 定的确认炉深 (6
5)m、炉径 (3
95)m、炉控制成分能 源 介 质吹炼氧气压力(0
8)MPa;底 吹氮气压力(1
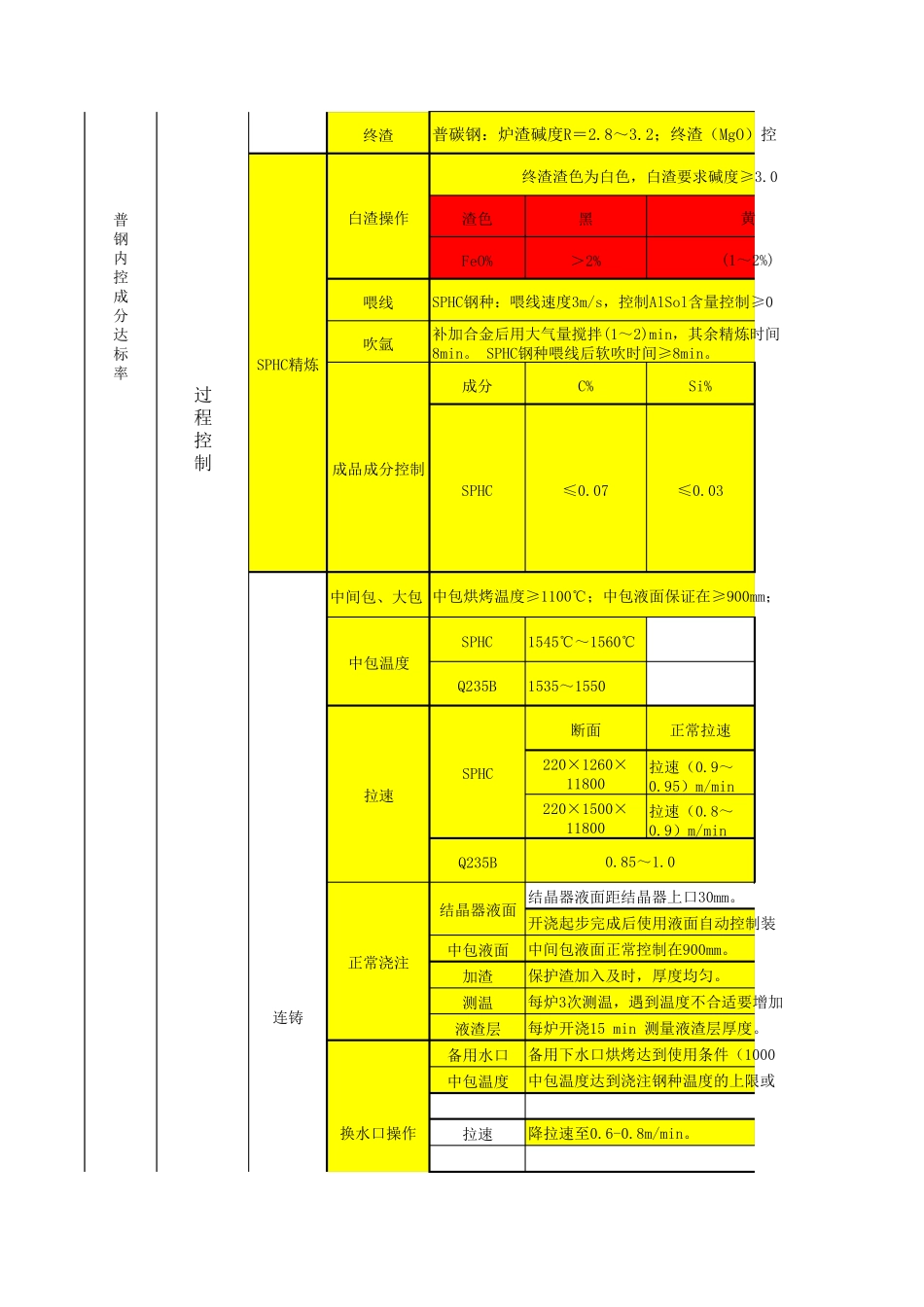
终渣渣色黑FeO%>2%喂线吹氩成分C%Si%SPHC≤0
03中间包、大包SPHC1545℃~1560℃Q235B1535~1550断面正常拉速220×1260×11800拉速(0
95)m/min220×1500×11800拉速(0
9)m/minQ235B中包液面加渣测温液渣层备用水口中包温度拉速连铸过程控制成品成分控制普钢内控成分