热处理 电加热流程 1 、设备的检查 1 设备应满足工艺要求,参数调节灵活、方便,通用性好,运行稳定、可靠,并满足安全要求
2 设备的控制精确度应在±5℃
3 计算机打印曲线与标准记录纸对照,其背景表格的读数误差不大于 0
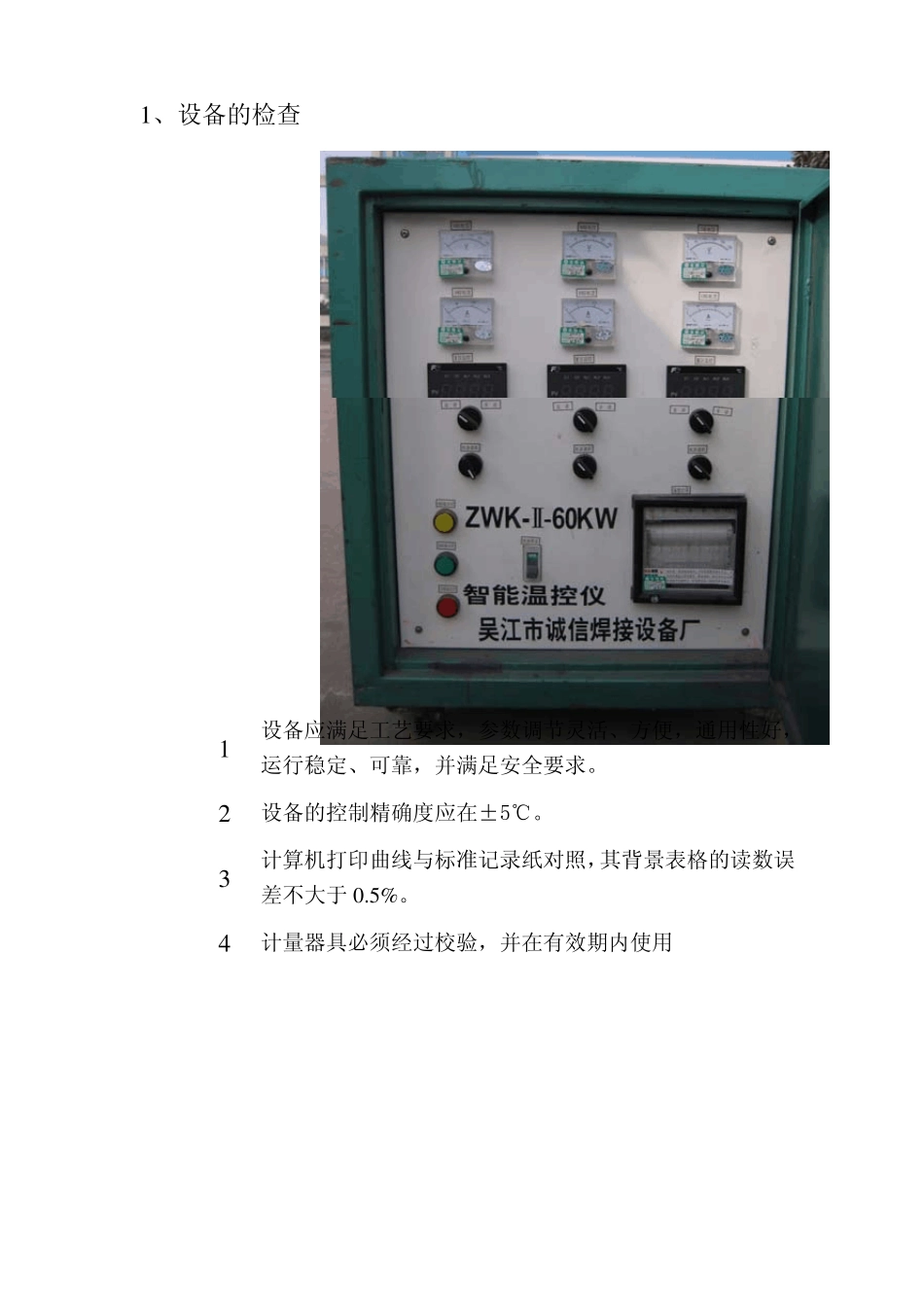
4 计量器具必须经过校验,并在有效期内使用 2 、工器具检查 主要技术要求: 1 电缆线无裸露,并满足工艺要求
2 柔性陶瓷电阻加热器的工作温度不允许超过1000℃ 3 柔性陶瓷电阻加热器软化温度应大于 1200℃,绝缘强度应大于 20KV/mm
柔性陶瓷电阻加热器 电 缆3、热电偶的的固定 1 根据热处理的温度和仪表的型号选用热电偶
2 热电偶的长度与直径应根据焊件的大小、加热宽度、固定方法选用
3 管径≥273m m 的管件,测温点应在焊缝中心按圆周对称布置,且不少于两点;水平管件测温点应上下对称布置
4 热电偶的热端应与焊件接触良好,最好使用储能压焊的方式进行固定
热端应与焊件接触良好4 、加热器的固定 主要技术要求: 1 安装加热器时,首先将焊件表面的焊瘤、焊渣、飞溅清理干净,使加热器与焊件表面贴紧
必要时使用夹具
2 加热器的布置宽度应比加热宽度每侧至少多出60mm,加热宽度为:焊缝每侧≥3 倍壁厚,且不小于 60mm
焊缝中心 宽度应比加热宽度至少多出60mm,加热宽度为:焊缝每侧≥3 倍壁厚,且不小于60mm
5 、保温要求 主要技术要求: 1 承压管道加热时,任意两点的温差应小于50℃;压力容器加热时,最大温差不宜大于65℃
2 保温宽度从坡口边缘,每侧不少于管子壁厚的5 倍,且应比加热器的安装宽度增加不少于100mm
3 保温厚度为 40mm~60mm 为宜,感应加热时,可适当减小保温厚度
对水平管道,可以通过改变保温层厚度来减小管道上下部分的温差
不少于管子壁厚的5 倍,且应比加热器的安装宽度增加不