数控车削编程与操作训练成都汽车职业技术学校授课教师:杨涌泉轴向粗车循环G71的使用轴向粗车循环G71的使用教学目标•1、熟悉G71使用过程,完成完成给定零件的车削加工;•2、能套用程序和工艺,完成相类似零件的加工,完成生产任务;•3、形成良好的“注重安全”、“规范操作”的意识,养成自主、合作学习的习惯
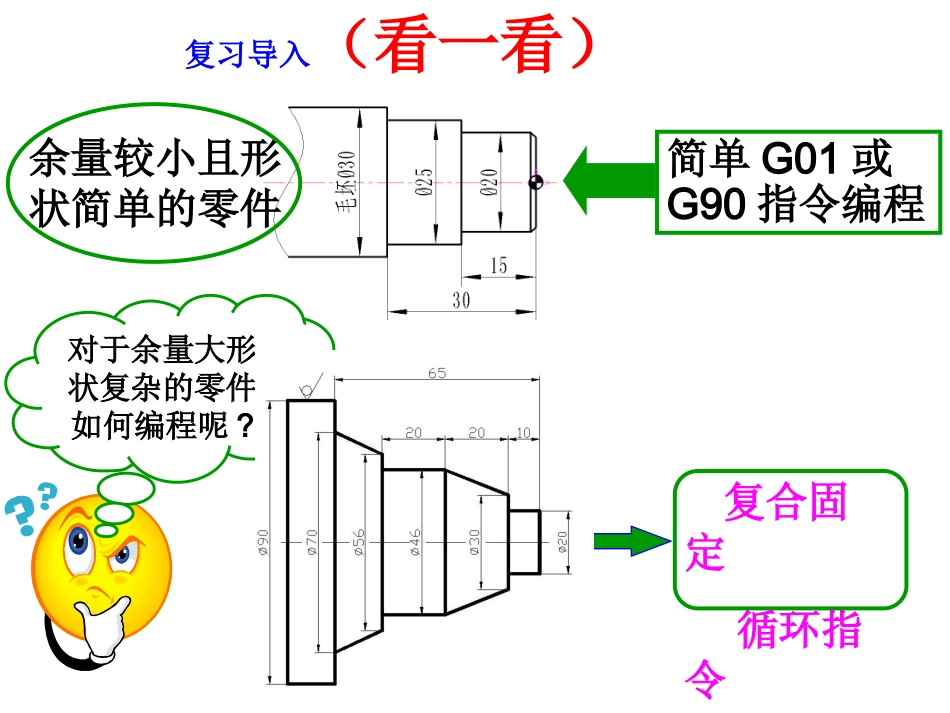
复合固定循环指令对于余量大形状复杂的零件如何编程呢
余量较小且形状简单的零件简单G01或G90指令编程复习导入(看一看)一、外圆粗车循环指令G711、功能只需指定粗加工背吃刀量、精加工余量、精加工路线,系统便能自动给出粗加工路线和走刀次数,完成粗加工
2、格式:G71U(△d)R(e)SFT;G71P(ns)Q(nf)U(△u)W(△w);参数含义△d:粗加工背吃刀量,半径值;e:退刀量,半径值;ns:精加工路线起始程序段的段号;nf:精加工路线结束程序段的段号;△u:X方向精加工余量,直径值;△w:Z方向精加工余量;(1)(2)精车路线注:粗加工时ns~nf程序段中指定的F、S、T无效,Nns程序段中只能有X方向移动
Nns……;Nnf……;123(3)OZXA循环起点C由△w和△u决定△d二、G71指令的运行过程A’Be精加工路线123△U/2X向精车余量粗车轮廓△w1、指令运行前刀具先到达循环起点;退刀量45°背吃刀量△d运行特点:2、指令运行中刀具依据给定的△d、e按矩形轨迹循环分层切削;3、最后一次切削沿粗车轮廓连续走刀,留有精车余量△u、△w;4、指令运行结束,刀具自动返回循环起点;△w△u/2三、精加工循环指令G701、功能:粗加工后留下的余量,完成精加工
2、格式:G70PnsQnf;3、说明:(1)应与粗加工G71指令配合使用;(2)在G70状态下,ns~nf程序段中指定的F、S、T有效;刀具按ns~nf程序段指定的精车路线进行一次连续切削
运行结束刀具返回