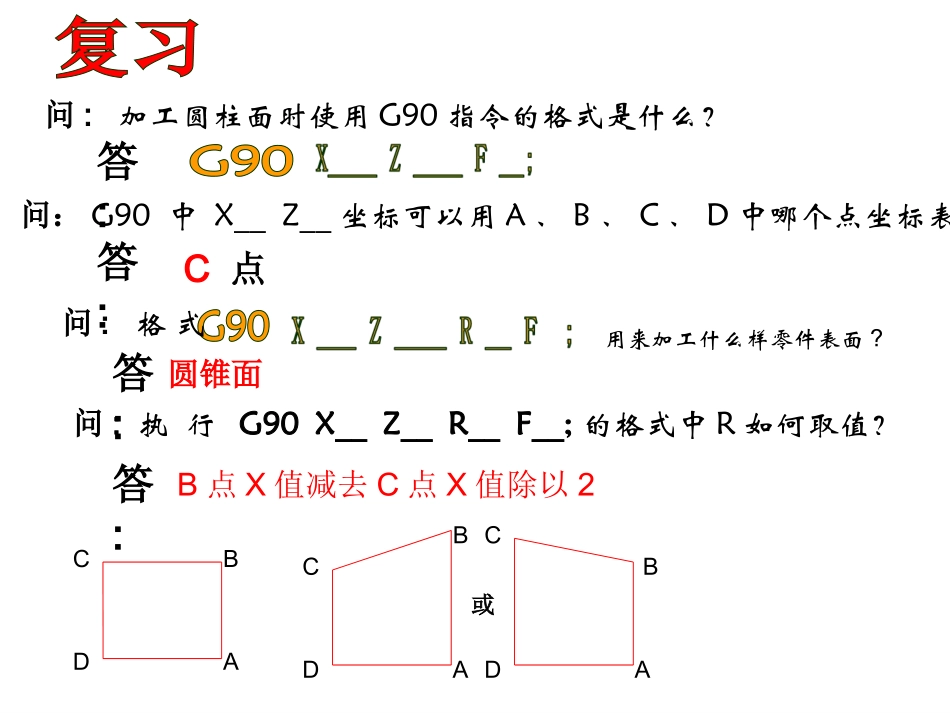
内、外圆粗车循环指令编程(G71/G70)数控车床复合形状固定循环指令编程ABCDABCD问:加工圆柱面时使用G90指令的格式是什么
答:问:格式问:G90中X__Z__坐标可以用A、B、C、D中哪个点坐标表示
答:C点用来加工什么样零件表面
问:执行G90X__Z__R__F__;的格式中R如何取值
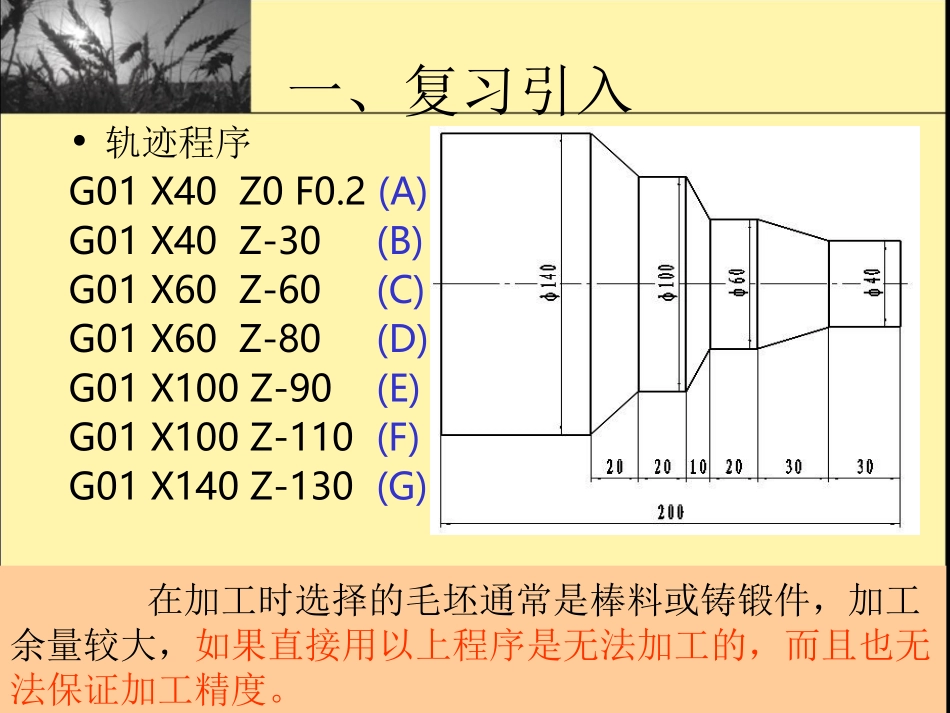
答:圆锥面答:B点X值减去C点X值除以2ABCD或一、复习引入•轨迹程序G01X40Z0F0
2(A)G01X40Z-30(B)G01X60Z-60(C)G01X60Z-80(D)G01X100Z-90(E)G01X100Z-110(F)G01X140Z-130(G)在加工时选择的毛坯通常是棒料或铸锻件,加工余量较大,如果直接用以上程序是无法加工的,而且也无法保证加工精度
一、复习引入圆柱面切削循环G90XZF用于单一形状圆柱面切削循环G90加工实例一、复习引入用G90指令编写加工程序3020201201006040XOABCDEF毛坯:Ф120mm×160mm,45钢Z一、复习引入•G00X122Z2;•G90X118Z-70F0
2;•X115;•X112;•X109;•X106;•X103;•X100;•X107Z-50;•X104;•X101;•X98;•X95;•X92;•X89;•X86;•X83;•X57Z-30;•X54;•X51;•X49;•X46;•X43;•X40;X80;X77;X74;X71;X68;X65;X62;X60;G90虽然能够简化编程,但是G90本身只是一个四步程序简化
对于复杂的零件,G90并不适用,因为需要计算的工艺坐标点太多
程序一、复习引入所以我们要进行复合循环的学习,数控车中常用的复合循环有G71、G72、G73、G74、G75和G76
今天我们要学习的是内外圆轮廓粗加工循环指令G71
G71指令应用于圆柱棒料外圆表面粗车、加工