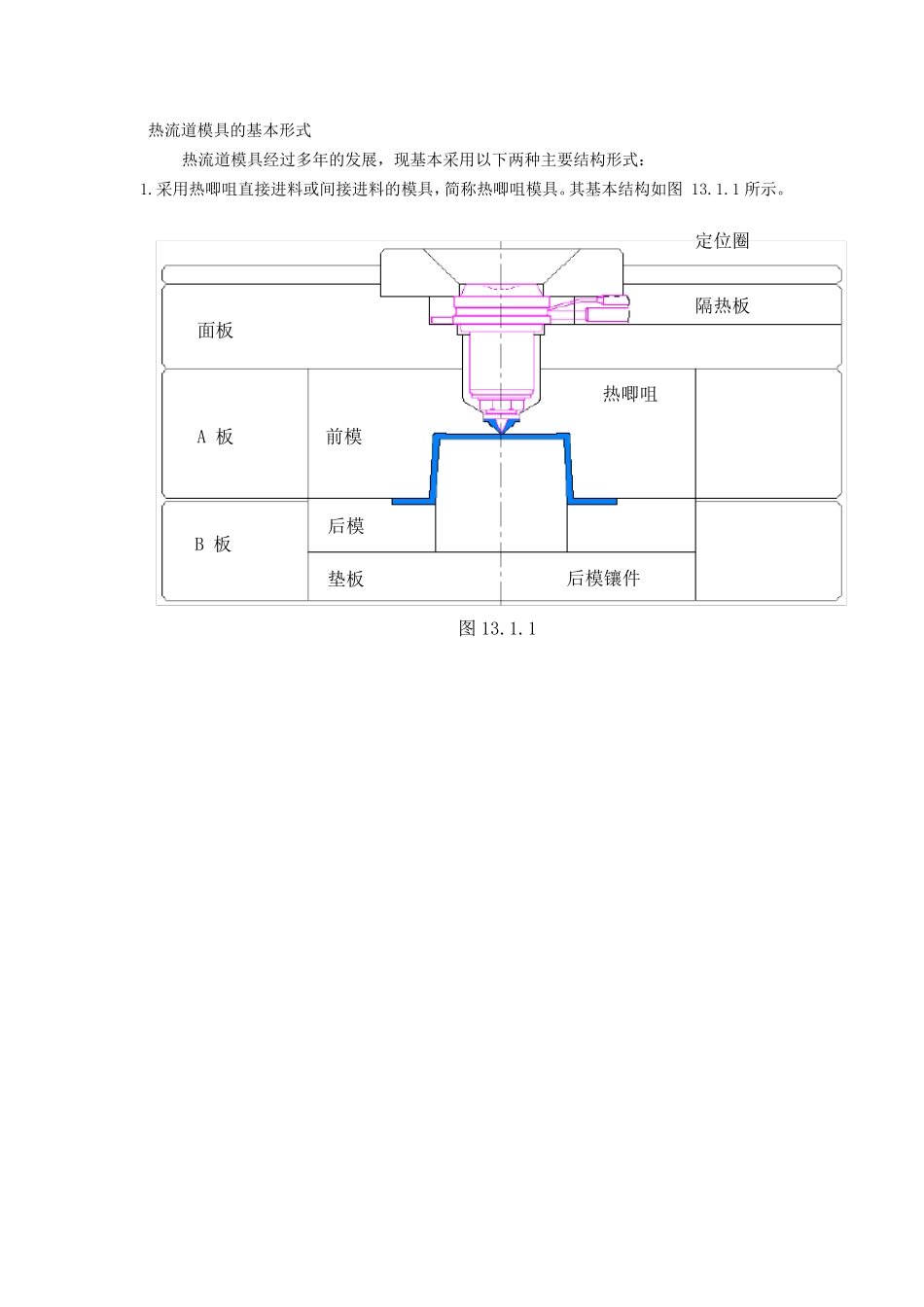
1 定位圈 后模 后模镶件 隔热板 面板 热唧咀 前模 A 板 B 板 垫板 热流道模具的基本形式 热流道模具经过多年的发展,现基本采用以下两种主要结构形式: 1
采用热唧咀直接进料或间接进料的模具,简称热唧咀模具
其基本结构如图 13
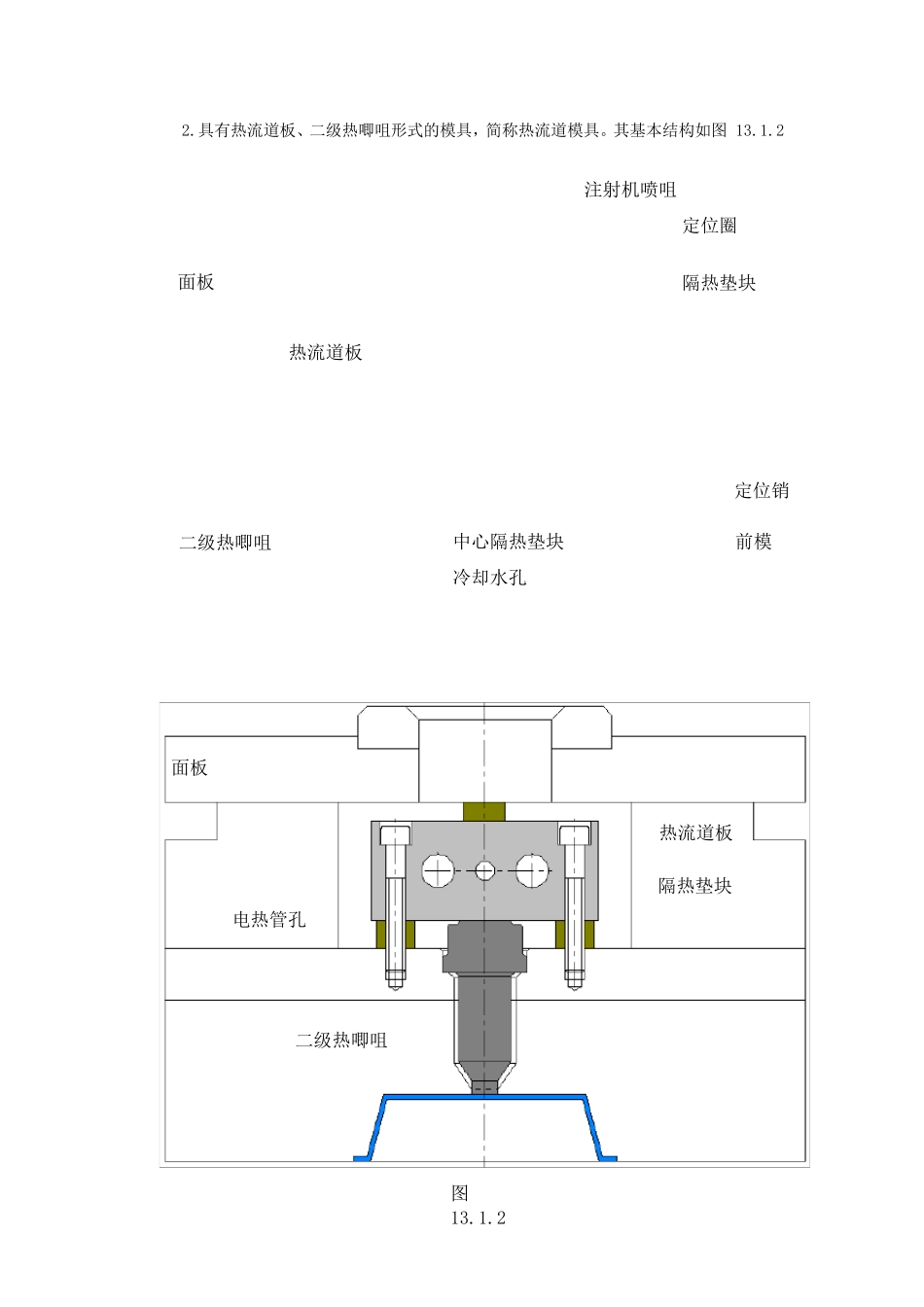
2 注射机喷咀 定位圈 隔热垫块 冷却水孔 面板 隔热垫块 二级热唧咀 电热管孔 前模 热流道板 中心隔热垫块 定位销 面板 二级热唧咀 热流道板 2
具有热流道板、二级热唧咀形式的模具,简称热流道模具
其基本结构如图 13
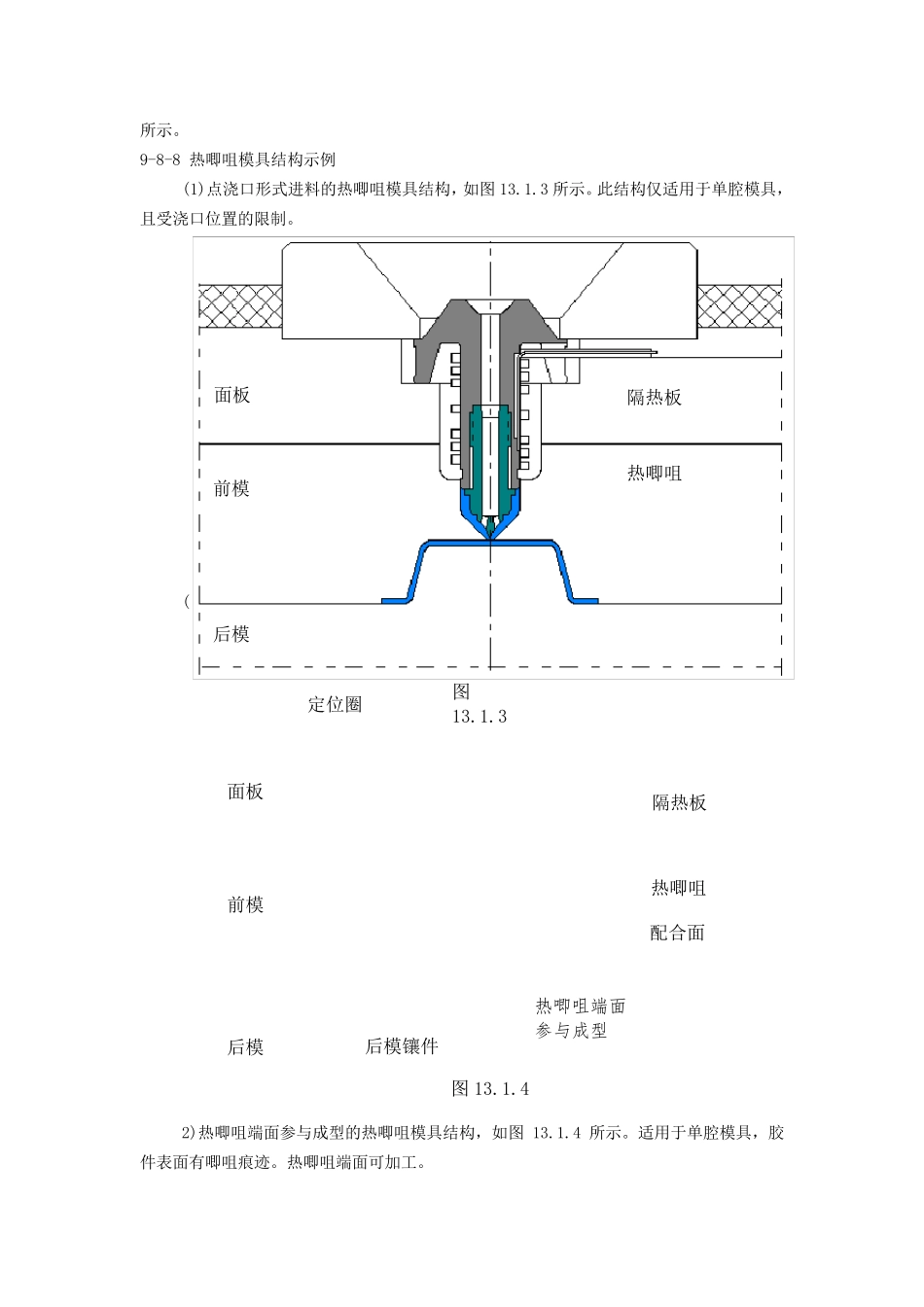
9-8-8 热唧咀模具结构示例 (1)点浇口形式进料的热唧咀模具结构,如图 13
此结构仅适用于单腔模具,且受浇口位置的限制
( 2)热唧咀端面参与成型的热唧咀模具结构,如图 13
适用于单腔模具,胶件表面有唧咀痕迹
热唧咀端面可加工
配合面,起封胶作用 定位圈 面板 前模 后模 热唧咀 隔热板 图13
3 定位圈 面板 前模 后模 热唧咀端面参与成型 后模镶件 图 13
4 热唧咀 隔热板 配合面 (3 )具有少许常规流道形式的热唧咀模具结构,如图1 3
这种结构的模具可同时成型多个胶件,缺点是会产生部分流道冷料
9-8-9 热流道板模具结构示例 (1)二级热唧咀端部参与成型的热流道模具结构
2 所示 (2)二级热唧咀针点式进料的热流道模具结构
6 所示 另外,根据二级热唧咀的结构及进料方式可产生多种不同的模具结构,但其基本要求后模镶件 定位圈 热唧咀 面板 后模 前模 隔热板 图配合面 常规流道 定位销 前模 面板 定位圈 隔热板 隔热垫块 热唧咀 热流道板 后模 二级热唧咀 中心隔热块 A 板 B 板 图相同
9-8-10 热唧咀、热流道板模具的注意事项 一、射胶量 应根