3 热流道液压长抽芯模具设计 1 9
1 塑件工艺性分析 本设计实例为喇叭状管件,如图19-21 所示
塑件形状比较狭长,周边的边角处全部圆角处理
塑件的质量要求是不允许有裂纹和变形缺陷,拼接线必须尽可能浅,但是外观不允许出现任何的顶出痕迹;塑件材料ABS;产品大批量生产,塑件公差按模具设计要求进行转换
a) b) 图19-21 产品分析图 1
外形尺寸 该塑件外形尺寸为304
8mm,壁厚 1
成型工艺性分析 PP 属于不定形塑料,机械强度比较高,成型收缩率 0
该塑件内部结构比较简单,不存在倒扣(如图19-21a、图19-21b 所示)
但是由于塑件形状比较狭长,内部的形状必须采用长抽芯结构,而且外观不允许出现任何的顶出痕迹,因此给模具的制造带来难度,特别是抽芯机构和顶出机构必须精心设计,否则会影响产品的外观
由于产品尺寸比较大,产量也比较大,因此可以考虑使用热流道系统来提高生产效率
2 拟定模具的结构形式 1
分型面位 置 的确 定 图19-22 分型面设计 主 分型面 滑 块 分型面 滑 块 分型面通 过 对 塑 件 结 构 形 式 的 分 析 , 塑 件 呈 圆 周 形 状 , 因 此 分 型 面 可 以 考 虑 设 计 在 产 品 的 最 大 轮 廓 线 处 , 其分 型 面 设 计 如 图 19-22 所 示
图 中 显 示 有 三 种 分 型 面 , 主 分 型 面 与 模 具 脱 模 方 向 垂 直 , 而 滑 块 分 型 面 代 表有 两 个 横 向 抽 芯 机 构
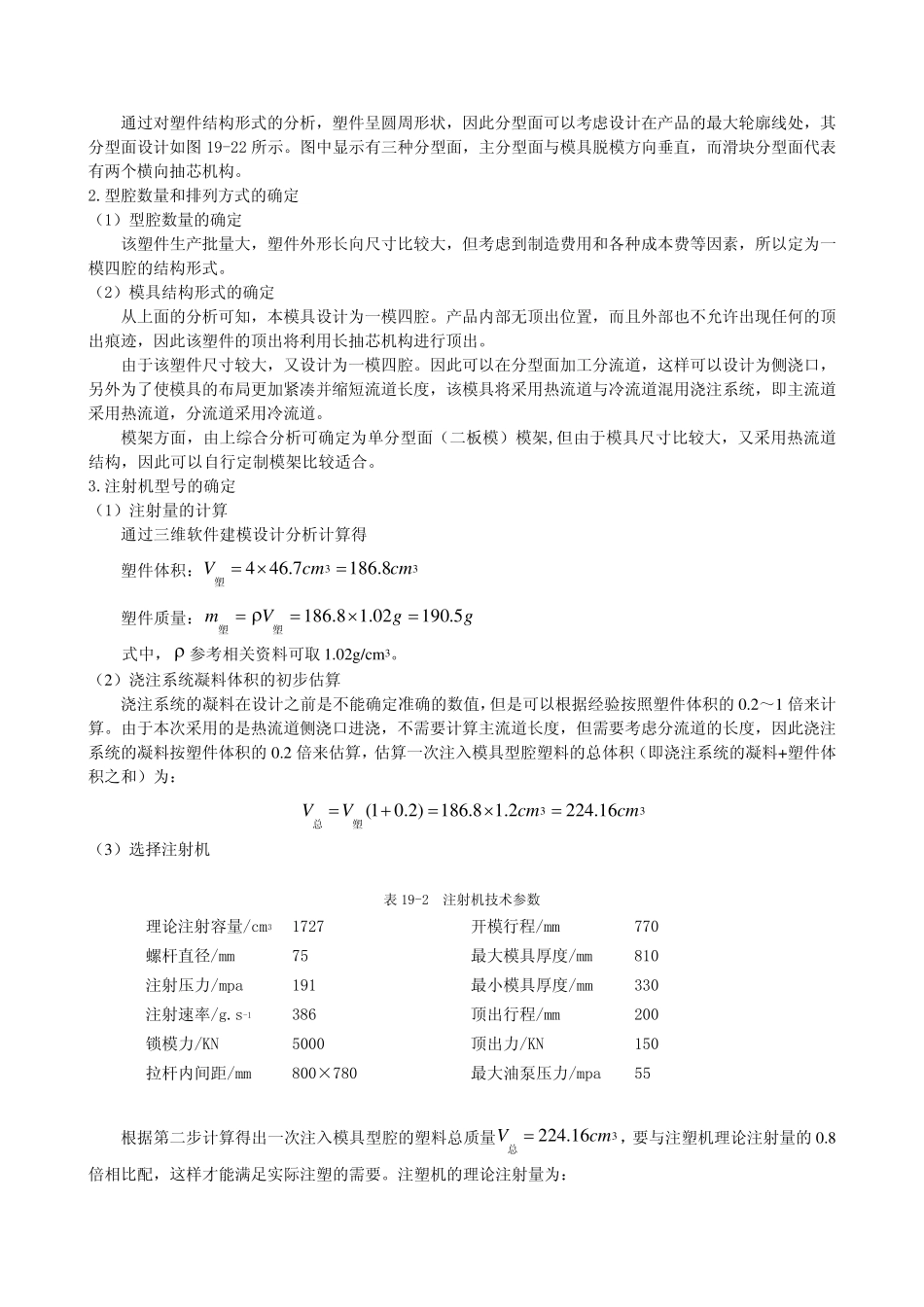
型 腔 数 量 和 排 列 方 式 的 确 定 ( 1) 型 腔 数 量 的 确 定 该 塑 件 生 产 批 量 大 , 塑 件 外 形 长 向 尺 寸 比 较 大 , 但 考 虑 到 制 造 费