发行日期版 次V0
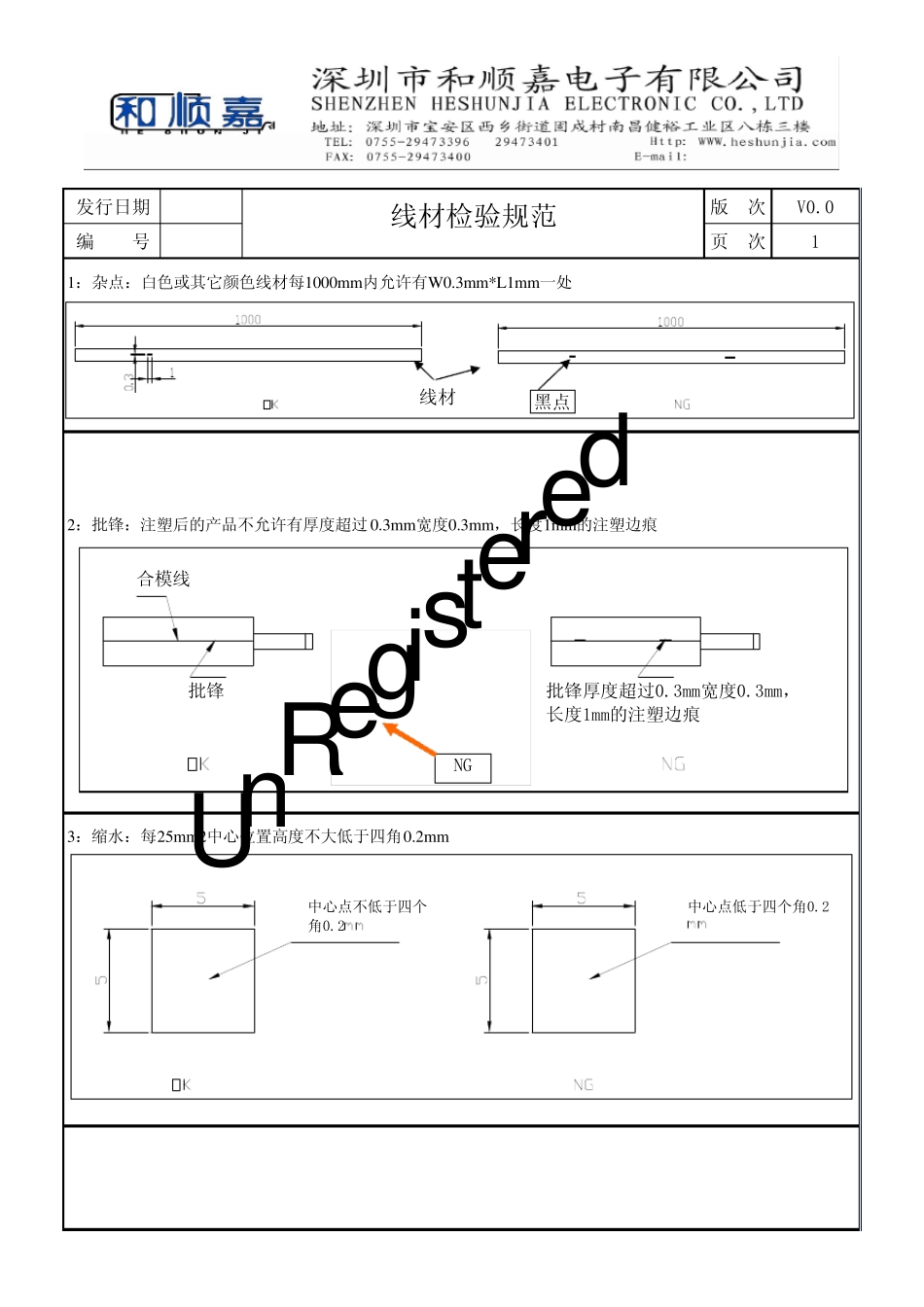
0编 号页 次1线材检验规范1:杂点:白色或其它颜色线材每1000mm内允许有W0
3mm*L1mm一处2:批锋:注塑后的产品不允许有厚度超过0
3mm宽度0
3mm,长度1mm的注塑边痕3:缩水:每25mm2中心位置高度不大低于四角0
2mm线材黑点合模线批锋批锋厚度超过0
3mm宽度0
3mm,长度1mm的注塑边痕中心点不低于四个角0
2中心点低于四个角0
2NGUnRegistered发行日期版 次V0
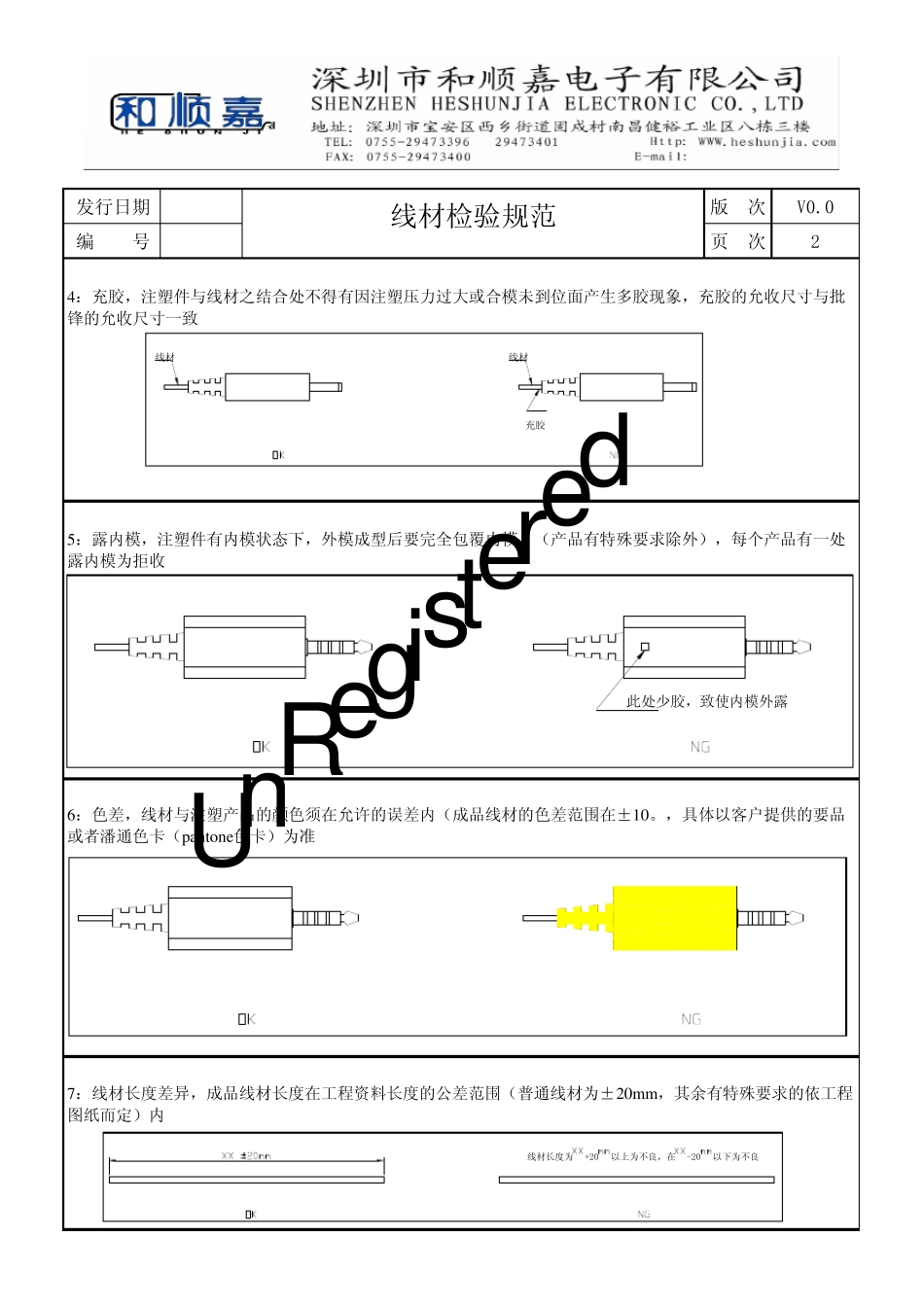
0编 号页 次24:充胶,注塑件与线材之结合处不得有因注塑压力过大或合模未到位面产生多胶现象,充胶的允收尺寸与批锋的允收尺寸一致5:露内模,注塑件有内模状态下,外模成型后要完全包覆内模,(产品有特殊要求除外),每个产品有一处露内模为拒收6:色差,线材与注塑产品的颜色须在允许的误差内(成品线材的色差范围在±10
,具体以客户提供的要品或者潘通色卡(pantone色卡)为准7:线材长度差异,成品线材长度在工程资料长度的公差范围(普通线材为±20mm,其余有特殊要求的依工程图纸而定)内线材检验规范线材线材充胶此处少胶,致使内模外露线材长度为+20以上为不良,在-20以下为不良UnRegistered发行日期版 次V0
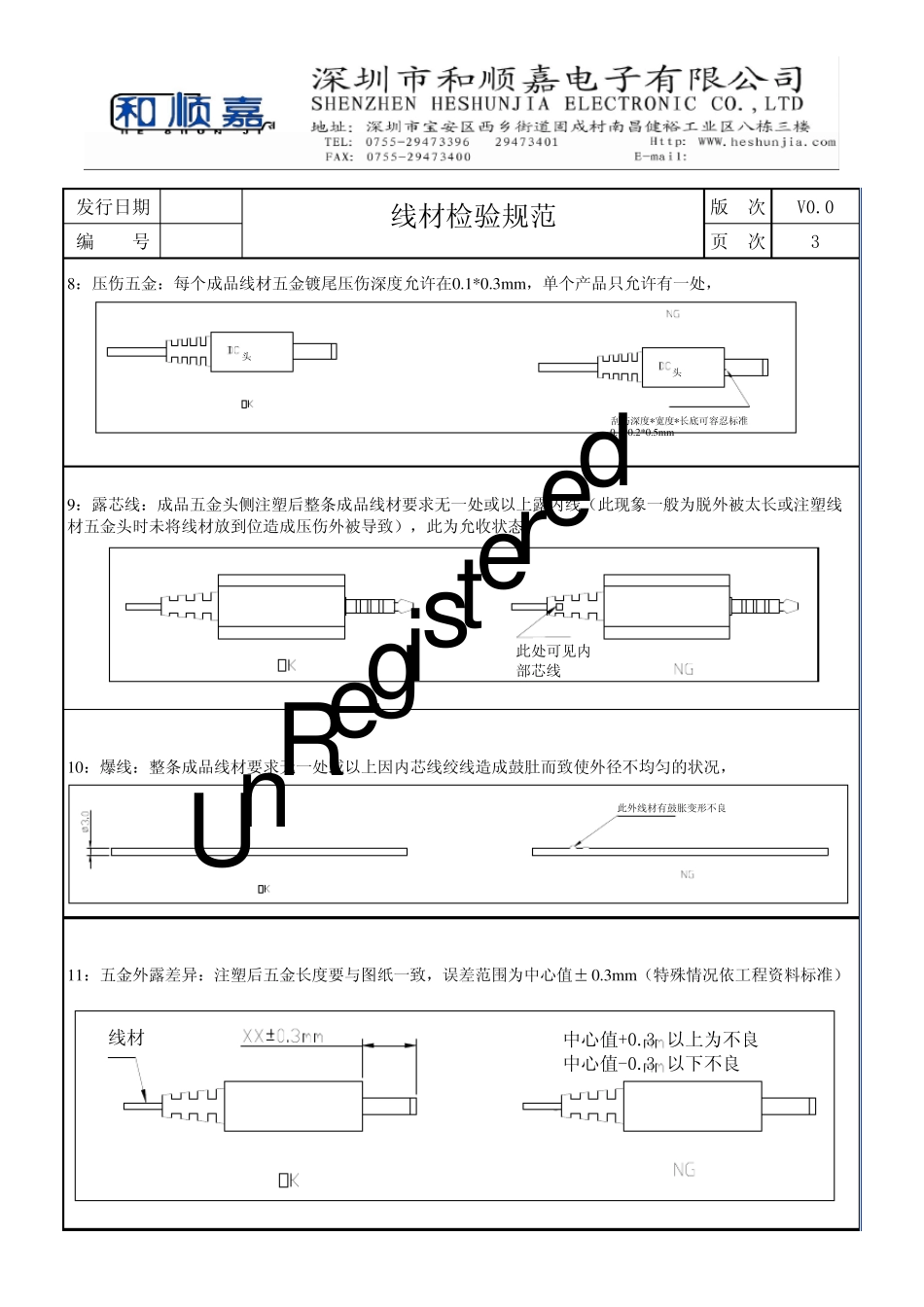
0编 号页 次38:压伤五金:每个成品线材五金镀尾压伤深度允许在0
3m m ,单个产品只允许有一处,11:五金外露差异:注塑后五金长度要与图纸一致,误差范围为中心值±0
3m m (特殊情况依工程资料标准)10:爆线:整条成品线材要求无一处或以上因内芯线绞线造成鼓肚而致使外径不均匀的状况,线材检验规范9:露芯线:成品五金头侧注塑后整条成品线材要求无一处或以上露内线(此现象一般为脱外被太长或注塑线材五金头时未将线材放到位造成压伤外被导致),此为允收状态头头刮伤深度*宽度*长底可容忍标准0
5m m此处可见内部芯线此外