实验三: 组 合 夹 具 实 验 一 实验目的 随着科学技术的不断发展,机械制造工业的自动化程度越来越高,生产成本越来越低,尤其组合夹具的使用,在机械制造工业中取得了十分显著的经济效果
由于现代数控技术的不断提高,对组合夹具的依赖性日益增强,组合夹具的使用,不仅为企业节约了大量的人力和物力,还推动了社会的技术进步和生产发展
因此,了解组合夹具的使用,对于机械制造专业的学生尤为重要
通过对组合夹具的组装实验,可以了解到组合夹具的使用范围,类型,初步掌握组合夹具的使用原则,设计原理、以及简单的装配技术
二 实验设备 1· 三套完整的组合夹具组件及零件,其中包括每道工序所用的定位元件、夹紧元件、以及钻套、钻模、对刀块等辅助元件
每道工序试装的组装图见附图2
2· 装配所用工具
三 实验要求 1· 实验前认真阅读教材和实验指导书,了解工件定位、夹紧的概念 ,初步了解组合夹具的各 种 元件及用途
2· 通过组合夹具的组装实验,初步了解机床 与 组合夹具之 间 的相 互 联 系 ,初步掌握组合夹具的设计思 路 及设计方 法
3· 实验时 严 格 执 行 实验室 的规 章 制度,严 格 按 操 作 规 程操 作
4· 实验过程中严 禁 戏 耍 打 闹 ,确 保 实验安 全 顺 利 完成
四 实验步骤 1
了解组合夹具各 个 零件的功 能 和作 用; 2
认真阅读实验指导书和计算 机装配图( 见附图); 3
了解各 个 加 工零件的技术要求及结 构 图; 4
按 照 计算 机装配图进行 装配
五 实验内 容 本实验以加 工工艺 比 较 典 型的连 杆 零件为内 容 ,进行 组合夹具的组装实验
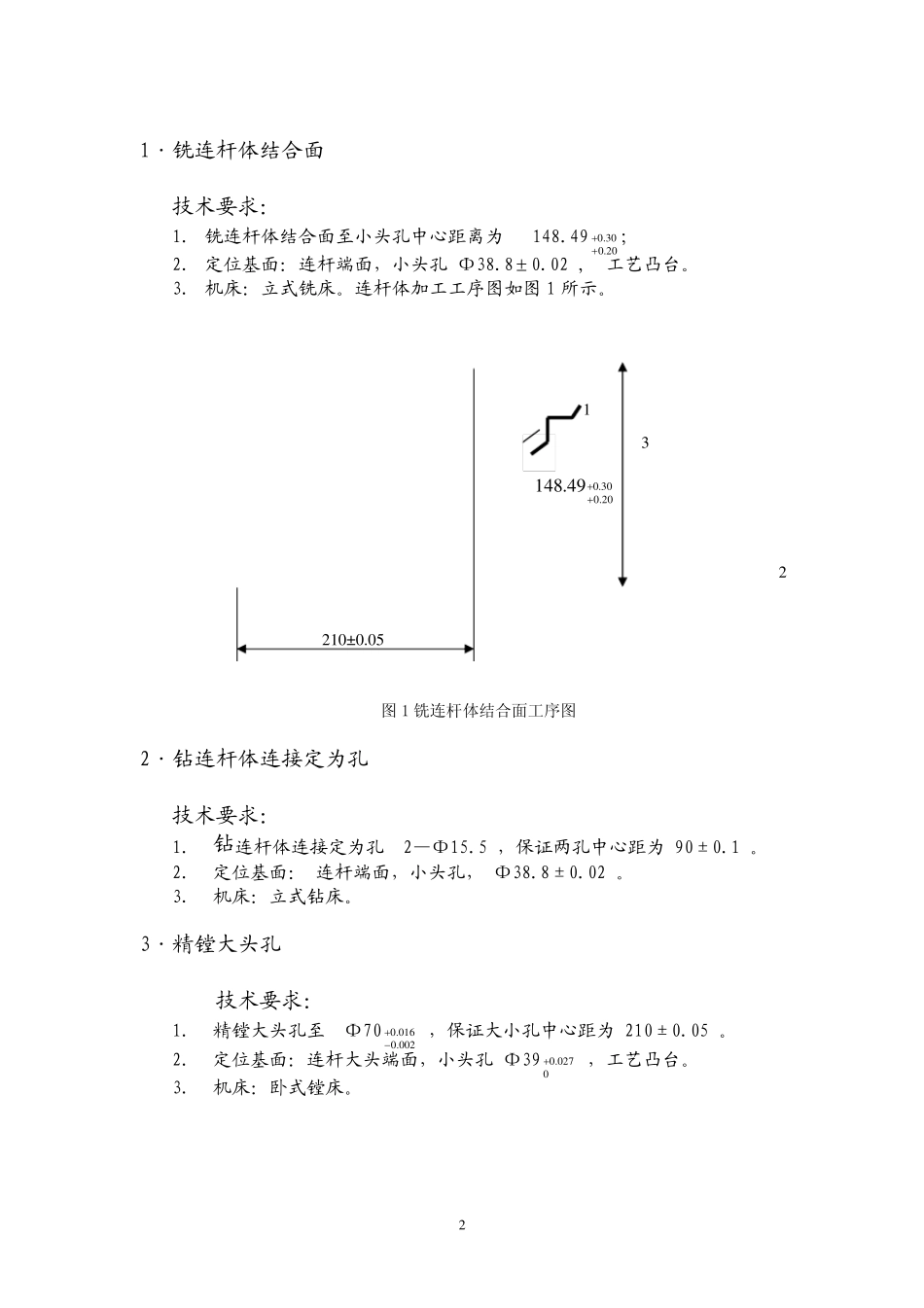
三道连 杆 加 工工序及要求如 下 : 1 1·铣连杆体结合面 技术要求: 1
铣连杆体结合面至小头孔中心距离为 148
49; 30
定位基面:连