第 1 页 共 10 页 经典钣金结构设计工艺规范 一、目的: 公司为了统一各产品部设计人员对钣金工艺知识的认知和运用,推进设计的标准化,保证所设计产品合理的加工工艺性,特制定本规范,本规范含十项内容
板材选用规范 孔缺结构设计规范 弯曲结构设计规范 焊接结构设计规范 结构缝隙设计规范 表面涂层种类选用规范 表面镀层种类选用规范 图纸工艺性分析和审查规范 图纸尺寸标准规范 非喷涂不锈钢结构设计规范 二、范围: 本原则适用各产品部的板厚6mm 的钣金结构设计工作
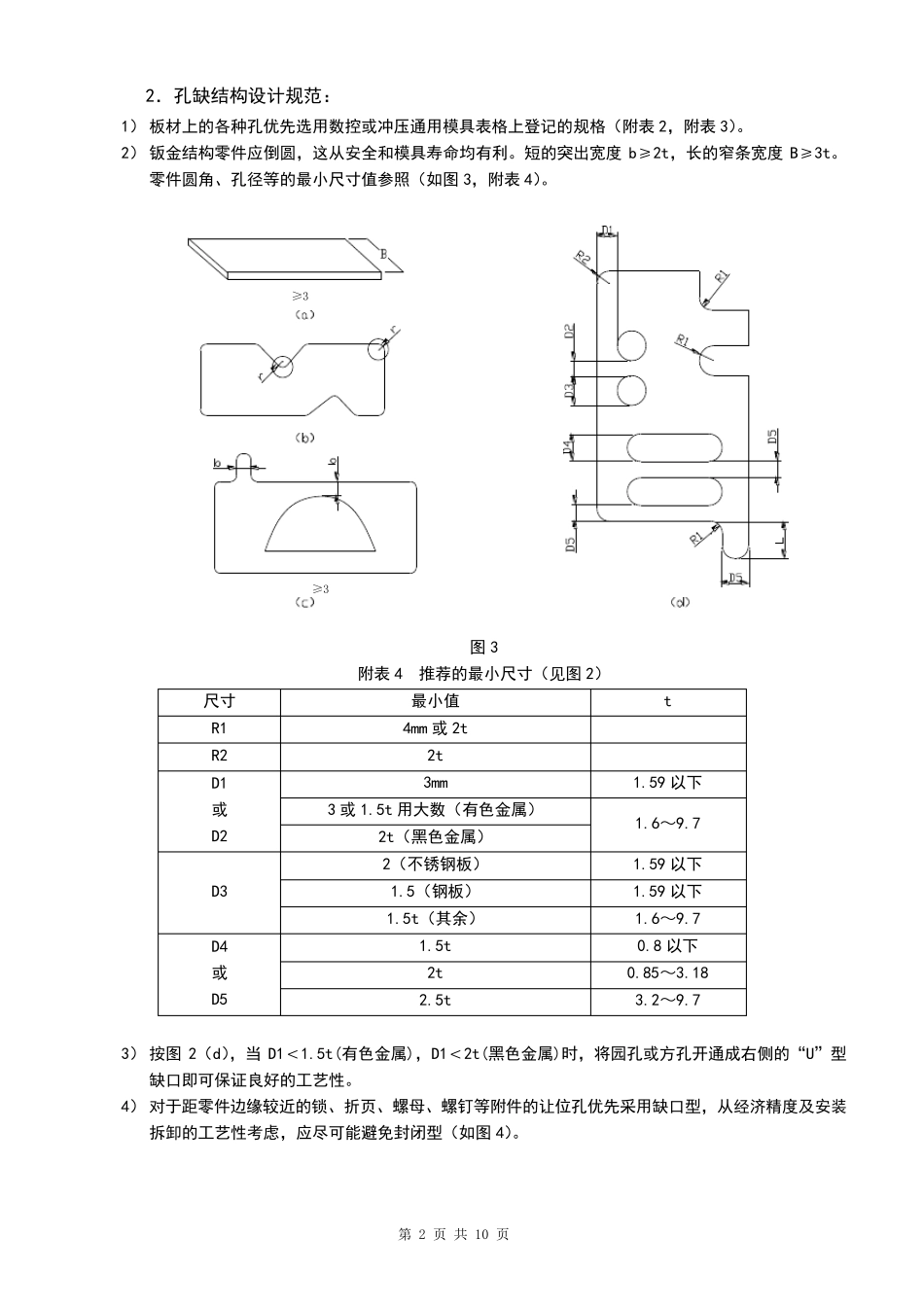
三、内容: 1.板材选用规范: 1) 为了保证材料利用率和冲折最少的换模次数,同一结构上4mm 的板材厚度规格最多不超过三种,对于强度要求较高的结构可以采用在薄板上压筋或焊接加强筋的方式来实现(如图 1,如图 2); 图 1 图 2 2) 板材应优先选用《结构公司常用材料明细表》上登录的材料规格,如必须选用该表以外的材质或板厚,则必须经由工艺室确认后方可选用;(附表 1) 3) 应避免 零 件 的展 开 尺寸与 原材料的外廓 尺寸相 等 ,以此 避免 原材料误 差 平 行 转 移 ; 4) 对于有 装 饰 面要求非喷涂板材,同类产品花 纹 方向 应一致 ,有 条 状 纹 路 (如拉 丝 不锈钢)的板材,以人立 于的产品正 前 方为视 角 标准,纹 路 方向 优先选择 竖 向 (上下 )和纵 向 (前 后),对于次要零部件 或产品的次要部位 ,为了保持 材料利用率可适当 采用横 向 纹 路 ; 5) 对于折弯性能 差 的厚热 板件 (如电 梯 门 机 件 )、硬 铝 、有 功 能 性回 弹 的零 件 (如电 插 座 簧 片 )等 ,应有 纤 维 方向 的技 术 要求,对于有 避免 折弯裂 纹 要求的零 件 ,料单 上应有 剪 切 毛 刺 方向 及 折弯方向的要求