编号:FA 〔赤〕J480 焊-002国电赤峰 30 • 52 煤制尿素工程A 标段气化备煤、B 标段净化空分工艺管道焊接方案编 制: 标准化员:中国化学工程第十一建设国电赤峰工程工程经理部2021 年 6 月1
编制说明 12
编制依据 23
工程概况 24
通用要求 25
焊接工艺 46
焊缝检验及返修 67
焊接质量保证举措 88
焊接施工平安风险意识识别 119
焊接文明施工举措 111
编制说明本方案仅适用于国电赤峰 3052 煤制尿素工程 A 标段气化备煤、B 标段净化空分工艺管道 碳钢、合金钢和不锈钢焊接施工作业
合金钢热处理方案及空分装置铝镁合金焊接方案详见 专业方案
在焊接过程中,将以焊接工艺卡的形式对本方案进行进一步细化,下发作业班组并进行 技术交底,针对性指导现场焊接施工
编制依据1〕评定合格的焊接工艺评定报告2〕赛鼎工程设计的技术文件及施工图纸3〕GB50236-2021 现场设备、工业管道焊接工程施工及验收标准4〕GB50235-1997 工业金属管道工程施工及验收标准3
工程概况本工程管道除空分装置冷箱外涉及以下材质:碳钢〔20#、L245、Q235A〕、低温钢〔A333 Gr
6、A671 CC
60〕、不锈钢〔304、304L、316、1Cr18Ni9Ti〕、铭钼合金钢〔15CrMoG、12Cr1MoV〕 等
总焊接量约为 25 万 DIN,分布于空分装置、低温甲醇洗、煤气水别离
变换煤气冷却、 酚回收各工段
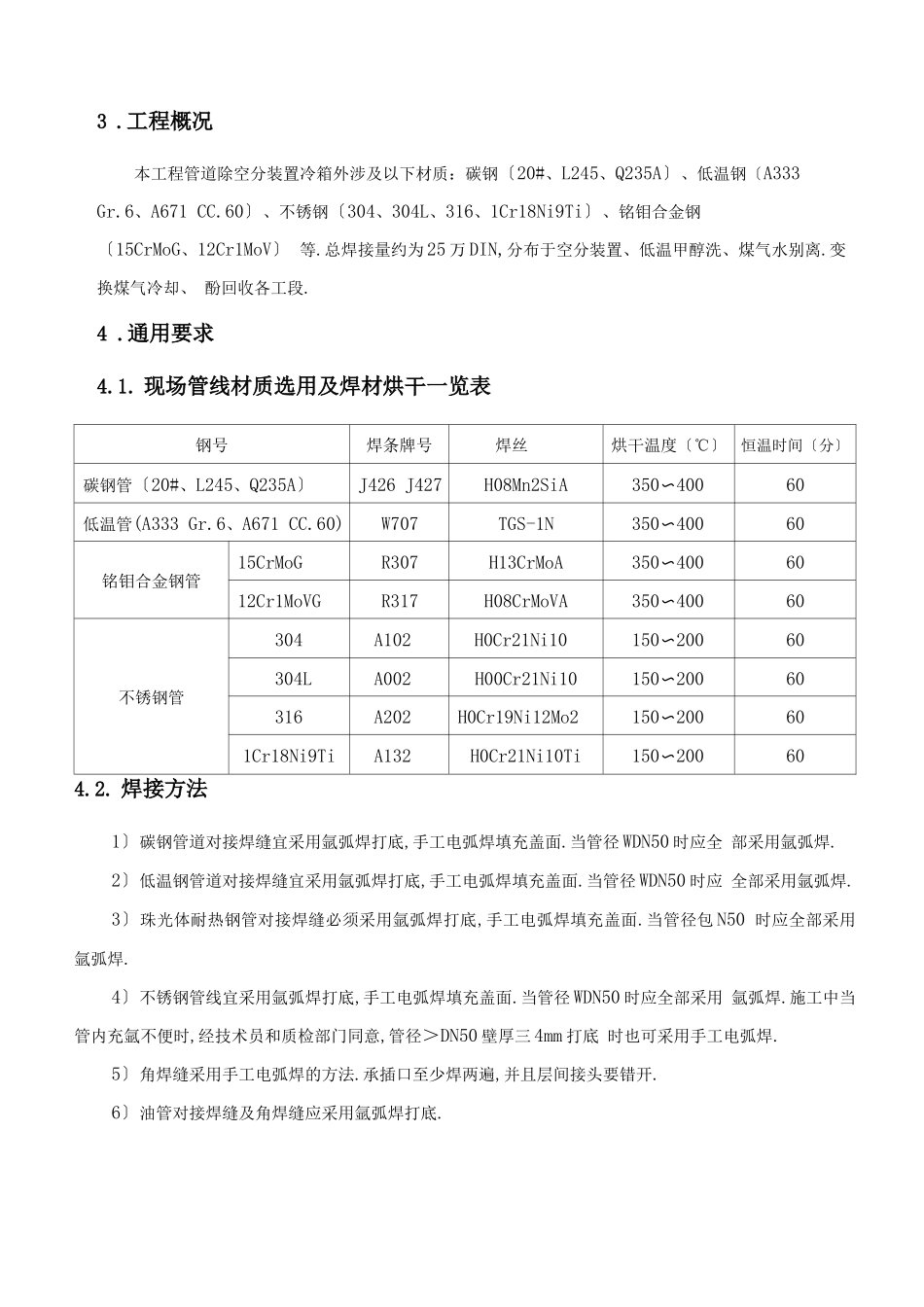
现场管线材质选用及焊材烘干一览表钢号焊条牌号焊丝烘干温度〔℃〕恒温时间〔分〕碳钢管〔20#、L245、Q235A〕J426 J427H08Mn2SiA350〜40060低温管(A333 Gr
6、A671 CC
60)W707TGS-1N350〜40060铭钼合金钢管15CrMoGR3