第四章工艺技术方案4
1 工艺技术方案本项目采用的原材料为含铜量99%的电解铜,选用目前国内先进的蓄热式熔化炉和中频炉,用上引法连铸工艺方法生产氧的含量不大于0
02%,杂质总含量不大于0
05%,含铜量 99
5%以上无氧铜杆
2 工艺流程简述1、生产准备本项目使用的电解铜在江西省内购买
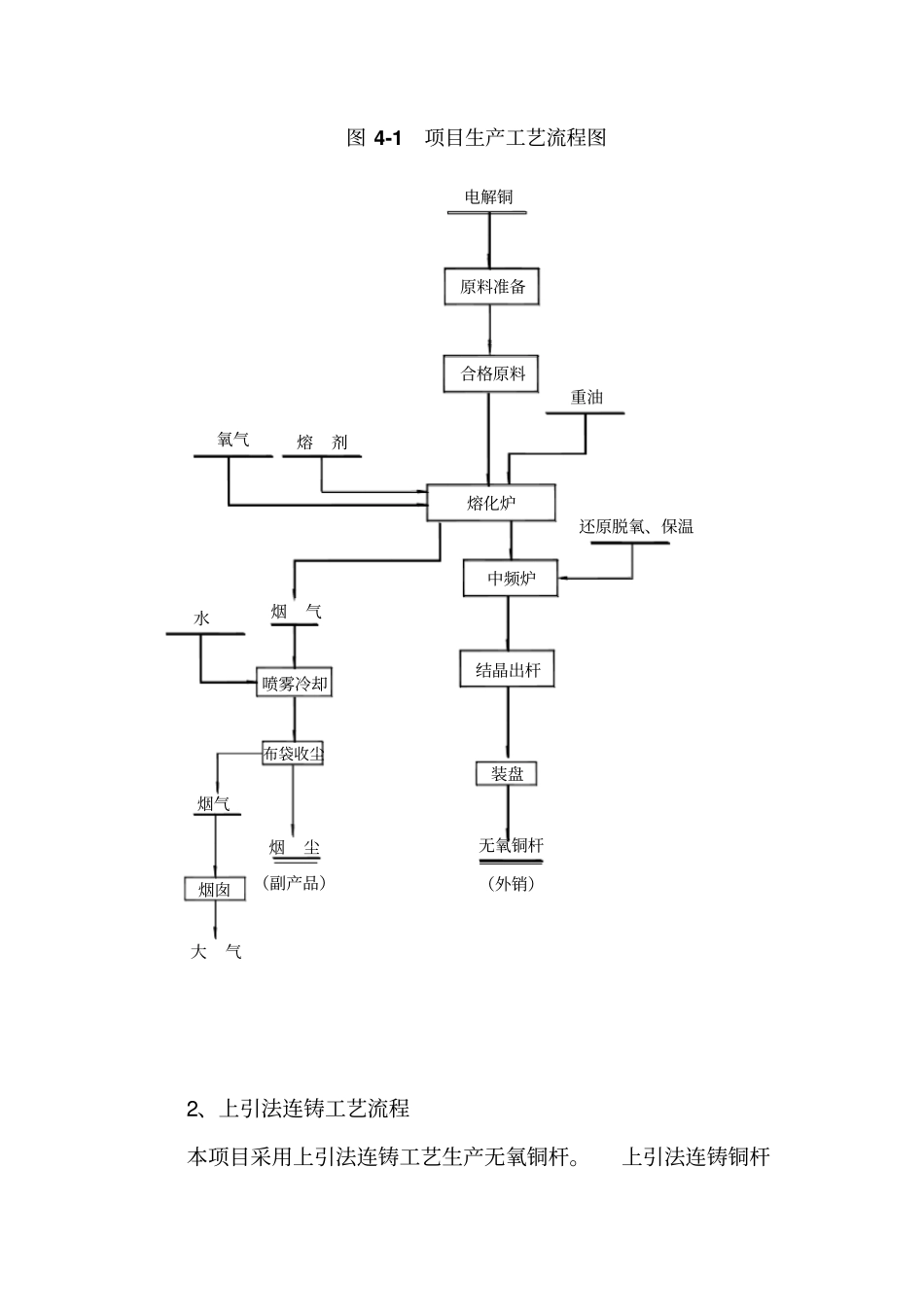
图 4-1 项目生产工艺流程图合格原料熔化炉大 气烟囱烟气烟 尘(副产品)布袋收尘喷雾冷却水氧气熔 剂烟 气(外销)无氧铜杆装盘重油原料准备中频炉结晶出杆还原脱氧、保温电解铜2、上引法连铸工艺流程本项目采用上引法连铸工艺生产无氧铜杆
上引法连铸铜杆的基本特点是“无氧” ,即氧含量在10ppm以下
上引法与连铸连轧和浸涂法相比,其特点是:1)由于拉扎工艺和铸造工艺不是连续的,拉扎是在常温下进行的,不需要气体保护, 钢材也不会被氧化
因此设备投资小,厂房布置也灵活
2)单机产量变化范围大,年产量可以从几百吨到几万吨,可供不同规模的厂家选用不同型号的上引机组
此外, 由于连铸机是多头的,可以很容易的通过改变铸造规格(铸杆直径),来改变单位时间的产量, 因此其产量可视原材料的供应情况和产品的需求情况来确定,便于组织生产、节约能源
3)只需更换结晶器和改变石墨模的形状,即可生产铜管、铜排等异型铜材, 并可在同一机器上上产不同规格、品种的铜材,灵活机动,这是上引法的中最大特点
上引法连铸工艺流程:原料通过加料机加入融化炉进行熔化、氧化、扒渣处理后,熔融的铜液经过一段时间的静置还原脱氧并达到一定的温度后, 通过有 CO气体保护的流槽经过渡腔 (铜液在此进一步还原脱氧、清除渣质),进而平稳的流入中频炉保温静置,铜液的温度由热电偶测量,温度值由仪表显示,温度控制在 1150℃± 10℃
连铸机固定于中频保温炉的上方,连铸机铜液在结晶器中快速结晶连续不断地生产出铜杆,最后经双头挠杆机等辅助设备装盘成产