熔化极惰性气体保护焊2
CO2气体保护焊3
熔化极活性混合气体保护焊熔化极气体保护焊本章知识导读主要内容熔化极惰性气体保护焊、CO2气体保护焊熔化极活性混合气体保护焊重点、难点提示熔化极惰性气体保护焊、CO2气体保护焊熔化极活性混合气体保护焊任务3-1熔化极惰性气体保护焊1
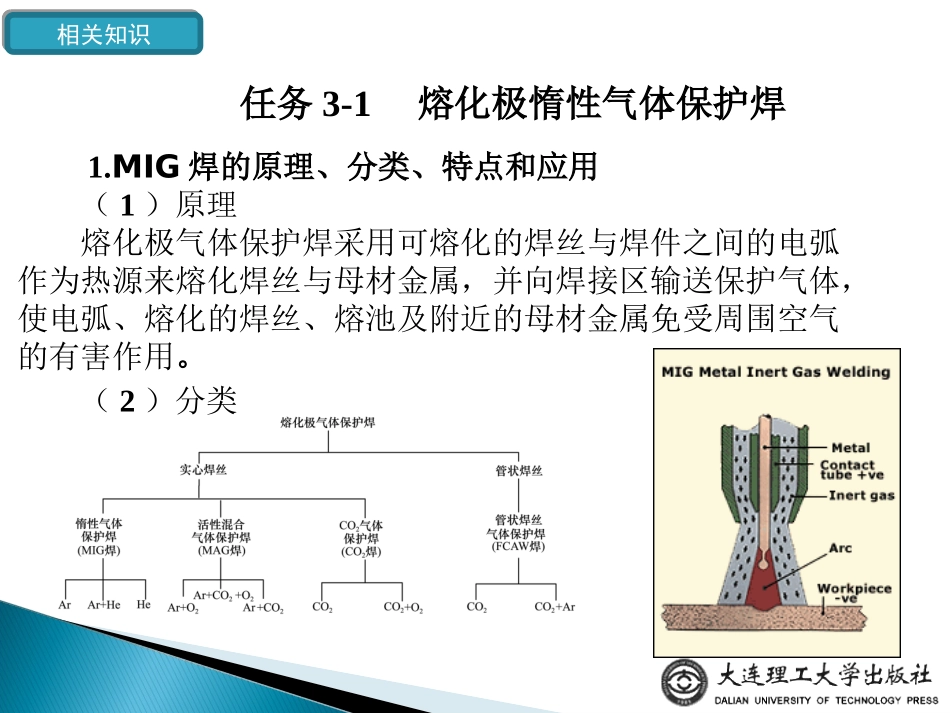
MIG焊的原理、分类、特点和应用(1)原理熔化极气体保护焊采用可熔化的焊丝与焊件之间的电弧作为热源来熔化焊丝与母材金属,并向焊接区输送保护气体,使电弧、熔化的焊丝、熔池及附近的母材金属免受周围空气的有害作用
相关知识相关知识(2)分类(3)特点(4)应用熔化极气体保护焊的设备有半自动焊机和自动焊机两类
在实际生产中,半自动焊机使用较多
焊机主要由焊接电源、送丝系统、焊枪及行走机构(自动焊)、供气及水冷系统和控制系统5个部分组成
实际生产中有CO2专用焊机,但一般不做专用于MIG焊的焊机,而是MIG/MAG/CO2焊通用,统称熔化极气体保护焊设备
熔化极气体保护焊设备(1)焊接电源熔化极气体保护焊电源与SAW电源及CO2焊电源相似,细丝通常用平特性电源配等速送丝系统,粗丝通常用陡降外特性电源配变速送丝系统
(2)送丝机构与CO2焊的送丝机构相似,有推丝式、拉丝式和推拉式
但由于MIG焊较多地用于有色金属,尤其是铝合金的焊接,所以其推丝式送丝机构应是双主动送丝(CO2专用焊机的送丝机构可以用单主动送丝)
(3)焊枪与CO2焊使用的焊枪通用
(4)供气及水冷系统(5)控制系统功能:动作程序控制、各种功能控制现在已逐步在逆变焊机上采用以数字处理器(DSP)为核心元件的数字化控制,使焊机的功能大大扩展、控制精度大大提高,甚至在焊机上嵌入了焊接专家系统,而电路却得到简化,即发展到“靠软件控制焊接”的水平
典型的如奥地利Fronius全数字化焊机
★专家系统今后将成为熔化极气体保护焊设备的标准配置