下载后可任意编辑本页为作品封面,下载后可以自由编辑删除,欢迎下载
精 品文档1【精品 word 文档、可以自由编辑
】下向焊接技术在长输管道施工中的应用 | []管道下向焊是从管道上顶部引弧,自上而下进行全位置焊接的操作技术,该方法焊接速度快,焊缝成形美观,焊接质量好,可以节约焊接材料,降低工人的劳动强度,是普通手工电弧焊所不能比拟的,现已较广泛应用于大口径长输管道的焊接
这项技术可以说已经非常成熟了
下载后可任意编辑一、引言 随着石油天然气及石油化工工业的进展,以西气东输工程为标志,我国的长输管道建设高峰已经到来
长输油气管道越来越向大口径、高压力输送方向进展
长输管道下向焊接技术自 20 世纪 60 年代引进中国以来,经过几十年的进展,目前我国已具有成熟的手工下向焊接技术,正在普及半自动气保护焊接技术,全自动气保护焊接技术与下向焊接技术的结合做为长输管道焊接技术进展的趋势将会在全国长输管道建设中大力推广
二、手工下向焊接技术的应用与进展 手工下向焊接技术与传统的向上焊接相比具有焊缝质量好、电弧吹力强、挺度大、打底焊时可以单面焊双面成形、焊条熔化速度快、熔敷率高等优点,被广泛应用于管道工程建设中
随着输送压力的不断提高,油气管道钢管强度的不断增加,手工下向焊接技术经历了全纤维素型下向焊一混合型下向焊一复合型下向焊接这一进展进程
1.全纤维素型下向焊接技术 全纤维素型下向焊接对焊机的主要要求是: (1)具有陡降外特性,静特性曲线 A 段适当提高
(2)外拖推力电流起作用时其数值要足够大
(3)适当提高静特性曲线外拖拐点,以达到小滴过度
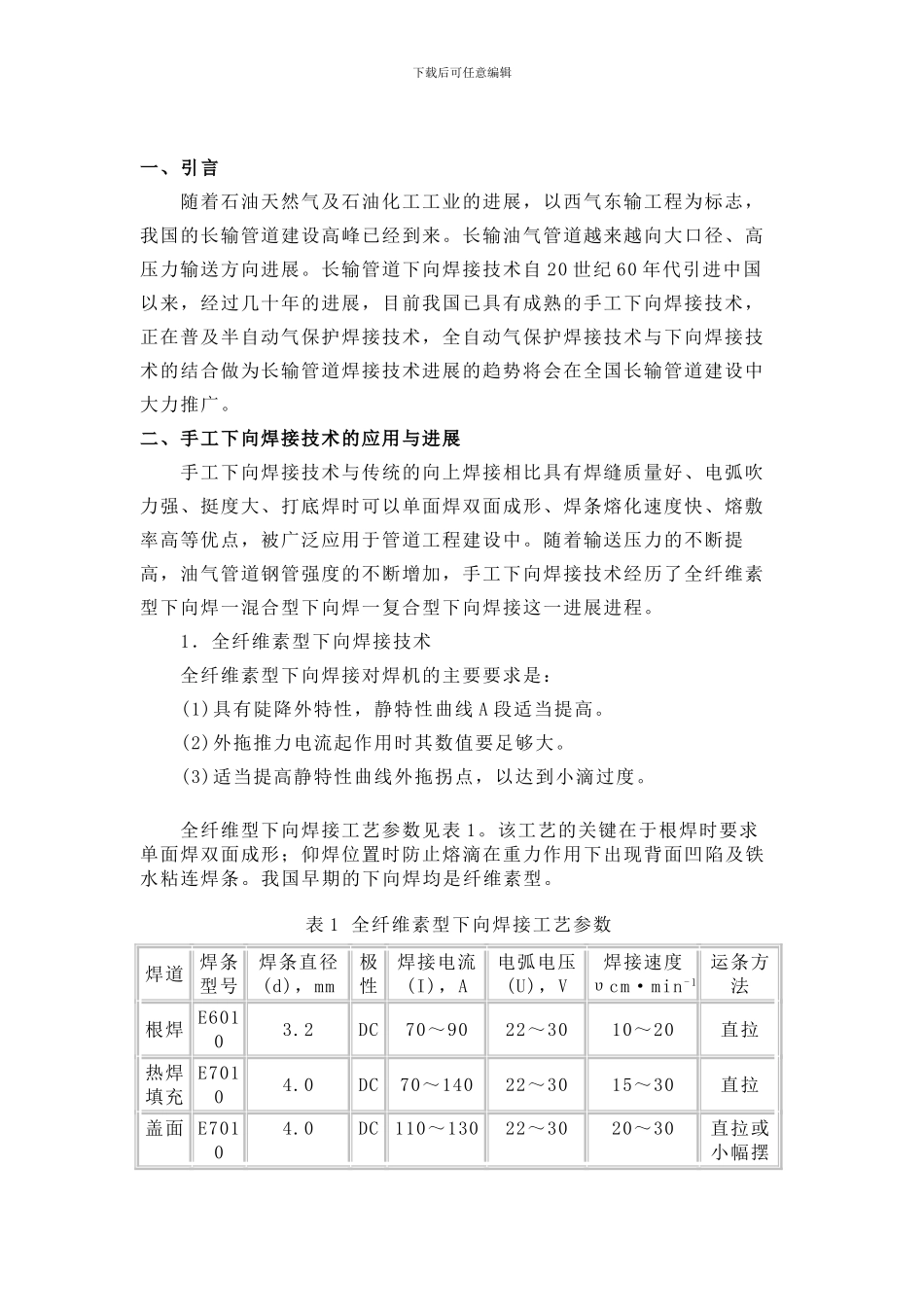
全纤维型下向焊接工艺参数见表 1
该工艺的关键在于根焊时要求单面焊双面成形;仰焊位置时防止熔滴在重力作用下出现背面凹陷及铁水粘连焊条
我国早期的下向焊均是纤维素型
表 1 全纤维素型下向焊接工艺参数焊道焊条型号焊条直径(d),