下载后可任意编辑神华国华太仓电厂#7 锅炉再热器连接管P91/WC9 异种钢接头裂纹修复方案 批准: 审核: 会签: 编制:苏州热工讨论院有限公司上海锅炉厂神华国华电力讨论院神华国华太仓电厂江苏方天电力技术有限公司江苏电力建设第一工程公司 二 OO 年九月二十四日1 工程概况及特点1
1 工程概况神华国华太仓电厂#7 机组锅炉热段再热器管道右侧水压阀门前异种钢焊接接头 2009 年 9 月 21 日发现蒸汽泄漏,经过初步现场勘查,泄漏焊口标高为75
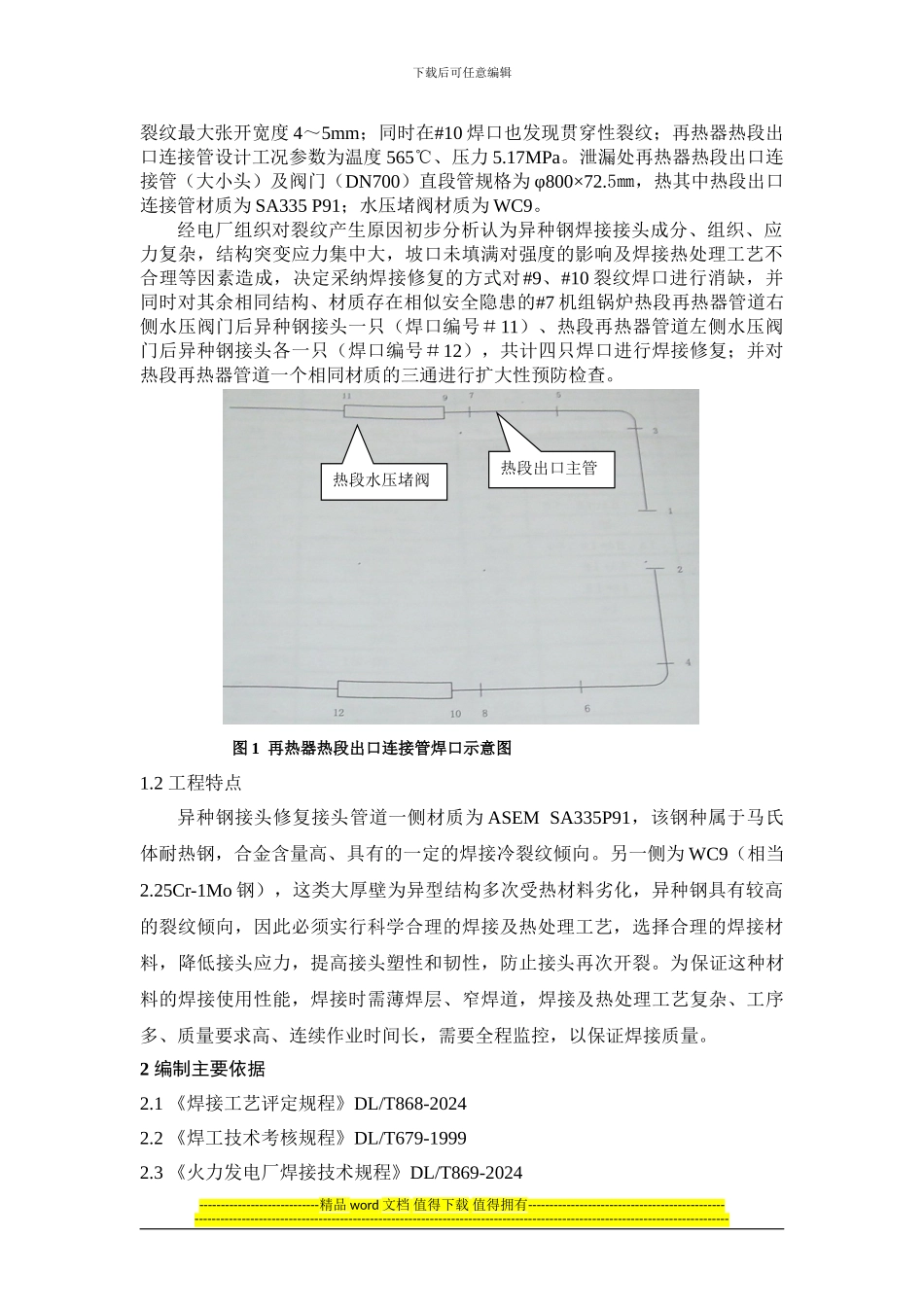
101m,具体位置为再热器热段出口连接管与水压堵阀对接焊缝阀门熔合线侧,焊口编号为#9(焊口编号见图 1),水平焊口,焊缝裂纹长度为管 3/4 周长,----------------------------精品 word 文档 值得下载 值得拥有---------------------------------------------------------------------------------------------------------------------------------------------------------------------------下载后可任意编辑裂纹最大张开宽度 4~5mm;同时在#10 焊口也发现贯穿性裂纹;再热器热段出口连接管设计工况参数为温度 565℃、压力 5
泄漏处再热器热段出口连接管(大小头)及阀门(DN700)直段管规格为 φ800×72
5㎜,热其中热段出口连接管材质为 SA335 P91;水压堵阀材质为 WC9
经电厂组织对裂纹产生原因初步分析认为异种钢焊接接头成分、组织、应力复杂,结构突变应力集中大,坡口未填满对强度的影响及焊接热处理工艺不合理等因素造成,决定采纳焊接修复的方式对#9、#10 裂纹焊口进行消缺,并同时对其余相同结构、材质存在相似安