24/10/20XXXX科技(深圳)有限公司1关于本教案的几点说明:没有特殊注明,字母“t”代表材料厚度,单位为mm;表格中的数值大部分为查阅资料和经验值所得,仅供参考
本教案主要介绍了冲裁、折弯和拉深工序的相关工艺,以及在临界条件时对产品和模具的影响
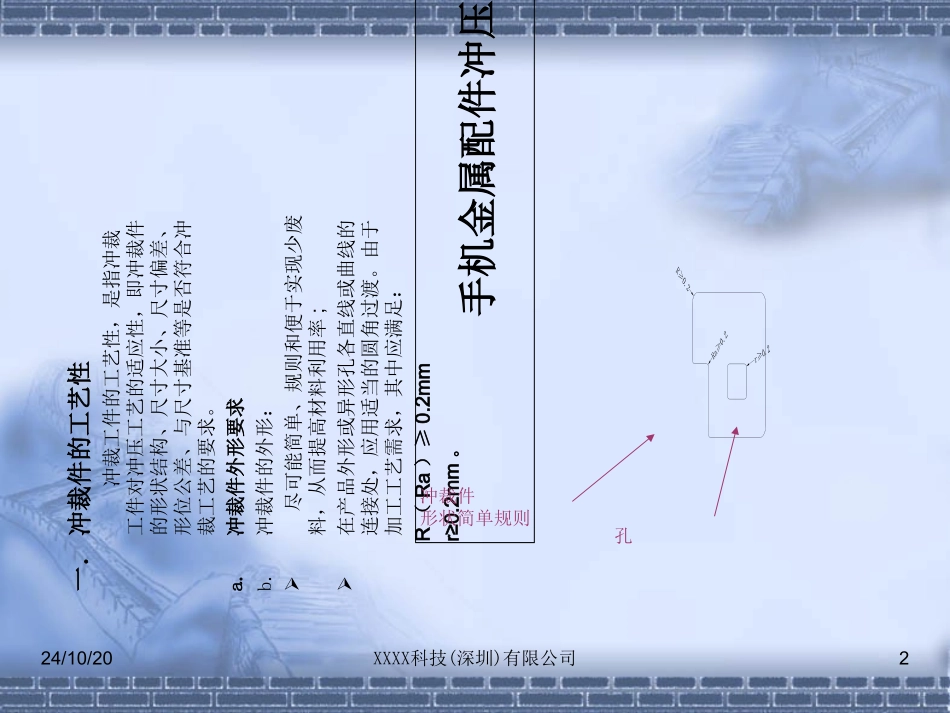
24/10/20XXXX科技(深圳)有限公司2手机金属配件冲压工艺性一.冲裁件的工艺性冲裁工件的工艺性,是指冲裁工件对冲压工艺的适应性,即冲裁件的形状结构、尺寸大小、尺寸偏差、形位公差、与尺寸基准等是否符合冲裁工艺的要求
冲裁件外形要求b
冲裁件的外形:尽可能简单、规则和便于实现少废料,从而提高材料利用率;在产品外形或异形孔各直线或曲线的连接处,应用适当的圆角过渡
由于加工工艺需求,其中应满足:R(Ra)≥0
2mmr≥0
冲裁件形状简单规则孔24/10/20XXXX科技(深圳)有限公司3b
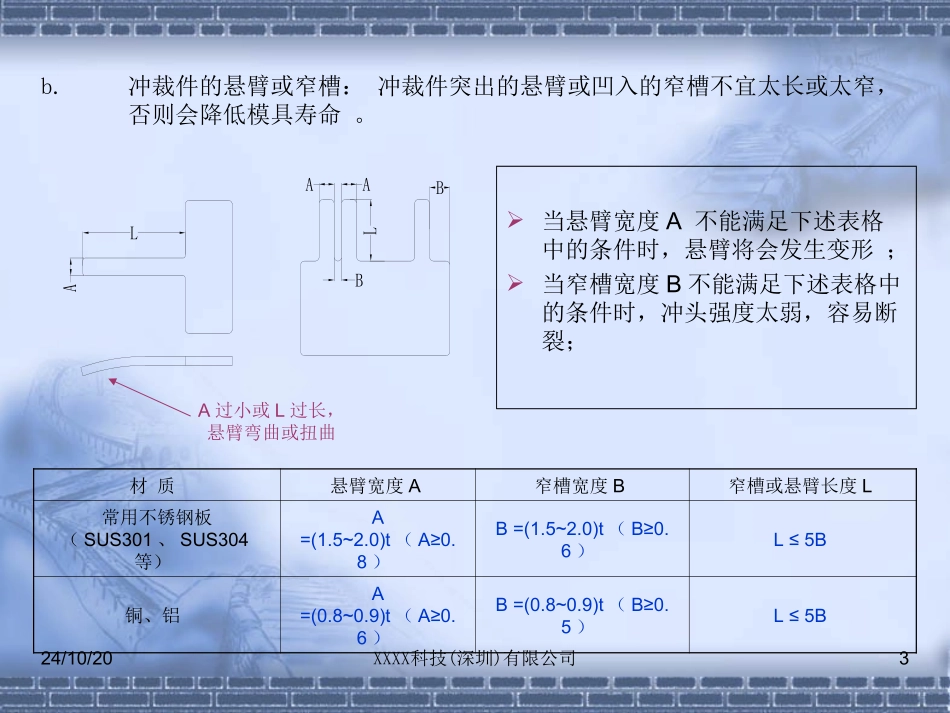
冲裁件的悬臂或窄槽:冲裁件突出的悬臂或凹入的窄槽不宜太长或太窄,否则会降低模具寿命
ALBAALB材质悬臂宽度A窄槽宽度B窄槽或悬臂长度L常用不锈钢板(SUS301、SUS304等)A=(1
0)t(A≥0
8)B=(1
0)t(B≥0
6)L≤5B铜、铝A=(0
9)t(A≥0
6)B=(0
9)t(B≥0
5)L≤5B当悬臂宽度A不能满足下述表格中的条件时,悬臂将会发生变形;当窄槽宽度B不能满足下述表格中的条件时,冲头强度太弱,容易断裂;A过小或L过长,悬臂弯曲或扭曲24/10/20XXXX科技(深圳)有限公司42
冲孔的最小尺寸冲孔的最小尺寸与孔的形状、板材力学性能和厚度有关,因受凸模强度的限制,冲孔的尺寸不能过小
材料db常用不锈钢(SUS301、SUS304等)d≥1
5t(d≥0
35t(b≥0
5)铝d≥0
9t(d≥0
8t(b≥0