孔加工的固定循环主讲:张培彦8
1固定循环1
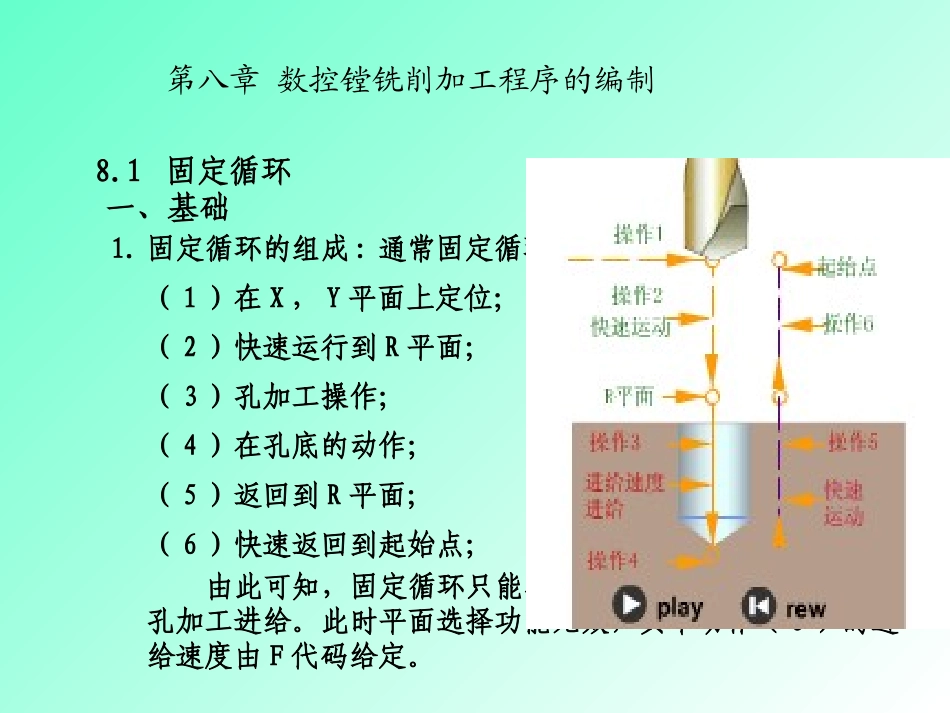
固定循环的组成:通常固定循环由6个动作组成(1)在X,Y平面上定位;(2)快速运行到R平面;(3)孔加工操作;(4)在孔底的动作;(5)返回到R平面;(6)快速返回到起始点;由此可知,固定循环只能在X—Y平面上使用,Z轴仅作孔加工进给
此时平面选择功能无效,其中动作(3)的进给速度由F代码给定
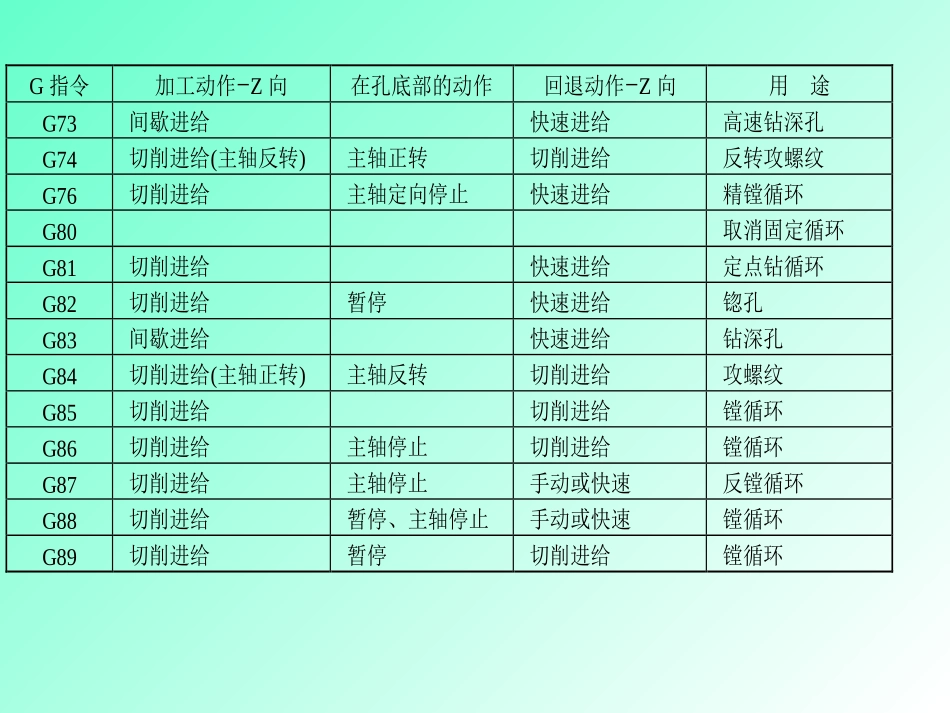
一、基础第八章数控镗铣削加工程序的编制G指令加工动作−Z向在孔底部的动作回退动作−Z向用途G73间歇进给快速进给高速钻深孔G74切削进给(主轴反转)主轴正转切削进给反转攻螺纹G76切削进给主轴定向停止快速进给精镗循环G80取消固定循环G81切削进给快速进给定点钻循环G82切削进给暂停快速进给锪孔G83间歇进给快速进给钻深孔G84切削进给(主轴正转)主轴反转切削进给攻螺纹G85切削进给切削进给镗循环G86切削进给主轴停止切削进给镗循环G87切削进给主轴停止手动或快速反镗循环G88切削进给暂停、主轴停止手动或快速镗循环G89切削进给暂停切削进给镗循环8
1固定循环2
孔加工循环结束后刀具的返回点:G98、G99G98:返回起始点,为缺省方式G99:返回R平面3
采用绝对或增量坐标编程:G90、G91建议尽量采用绝对坐标编程第八章数控镗铣削加工程序的编制8
1固定循环1
钻孔循环指令:G81二、固定循环指令格式:G98/G99G81X_Y_Z_R_F_K_说明:X、Y:孔的位置Z:孔底位置F:进给速度R:R平面位置K:重复次数第八章数控镗铣削加工程序的编制例题1,零件厚度为20mm,外形轮廓已经加工过
1固定循环2
孔底暂停钻孔循环指令:G82二、固定循环指令格式:G98/G99G82X_Y_Z_R_P_F_K_说明:P:孔底位置的暂停时间,单位为ms(毫秒)用途:一般用于扩孔和沉头孔加工第八章数控镗铣削加工程序的编制8