超声波检测程序 目录 1
参考文献 3
人员资格 4
标准试块 5
基本校准试块 5
探伤准备 6
探伤方法的选择 6
灵敏度对比试块的选择 6
频率选择 6
探伤级别的选择 6
探伤时间 6
焊缝表面的打磨 6
探测面的打磨 6
母材探伤 7
探伤仪的调整 7
斜探头探测装置的调整 7
直探头探测装置的调整 7
串列式探测装置的调整 8
探头选择 8
扫查面和探伤方法 8
探伤覆盖 8
探头运动的移动 8
回波高度的测定 8
缺陷指示长度的测定 9
验收标准 10
范围 本程序包括了用A型探伤仪按照脉冲回波技术手工检测全焊透船体焊缝和材料的实施 2
参考文献 a)ABS船体焊缝无损探伤导则
b)ASTME 164焊缝的超声波接触式探测推荐实施 c)JISZ 2344 脉冲回波法检测金属的超声波检测通用规范
d)JISZ 2345 超声波检测标准试块
e)JISZ 3060 钢焊缝的超声波检测方法
实施检测的人员须按照SNT-TC-IA推荐实施的满足ASNT或CCS规则的NDT人员鉴定程序并获得相应资格的人员
定义 本标准中用到的主要术语定义如下: (1)斜角技术 利用超声波斜的传送到检测工件的检测表面来搜查缺陷的一种技术
(2)折射角 探头入射点在检测表面的法线与超声波入射在检测表面所形成的折射波行进方向所形成的夹角
(3)A型扫描 以阴极射线管显示矩形关系配置于从探头提供的接收脉冲和超声波传播时间关系的一种形式
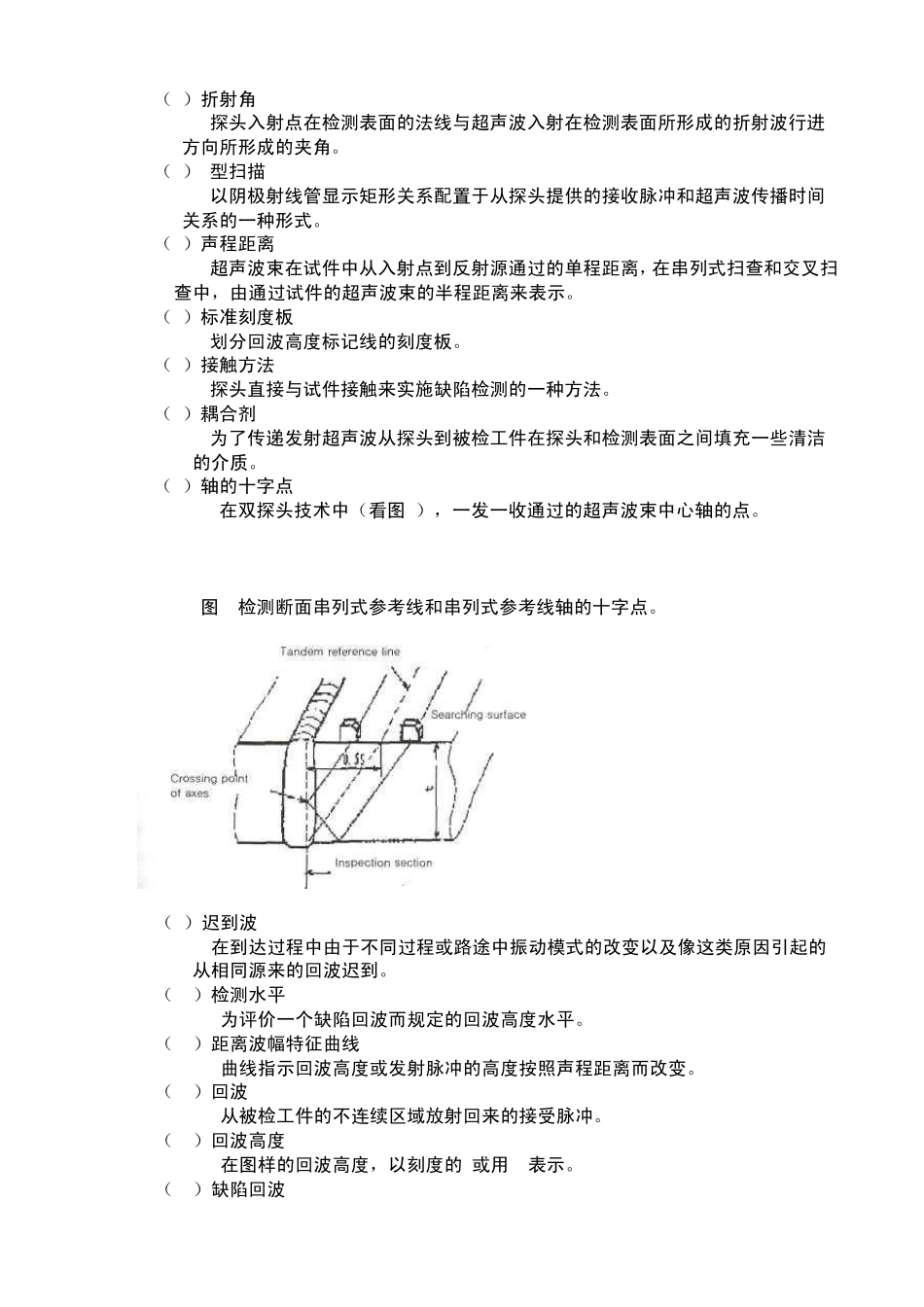
(4)声程距离 超声波束在试件中从入射点到反射源通过的单程距离,在串列式扫查和交叉扫查中,由通过试件的超声波束的半程距离来表示
(5)标准刻度板 划