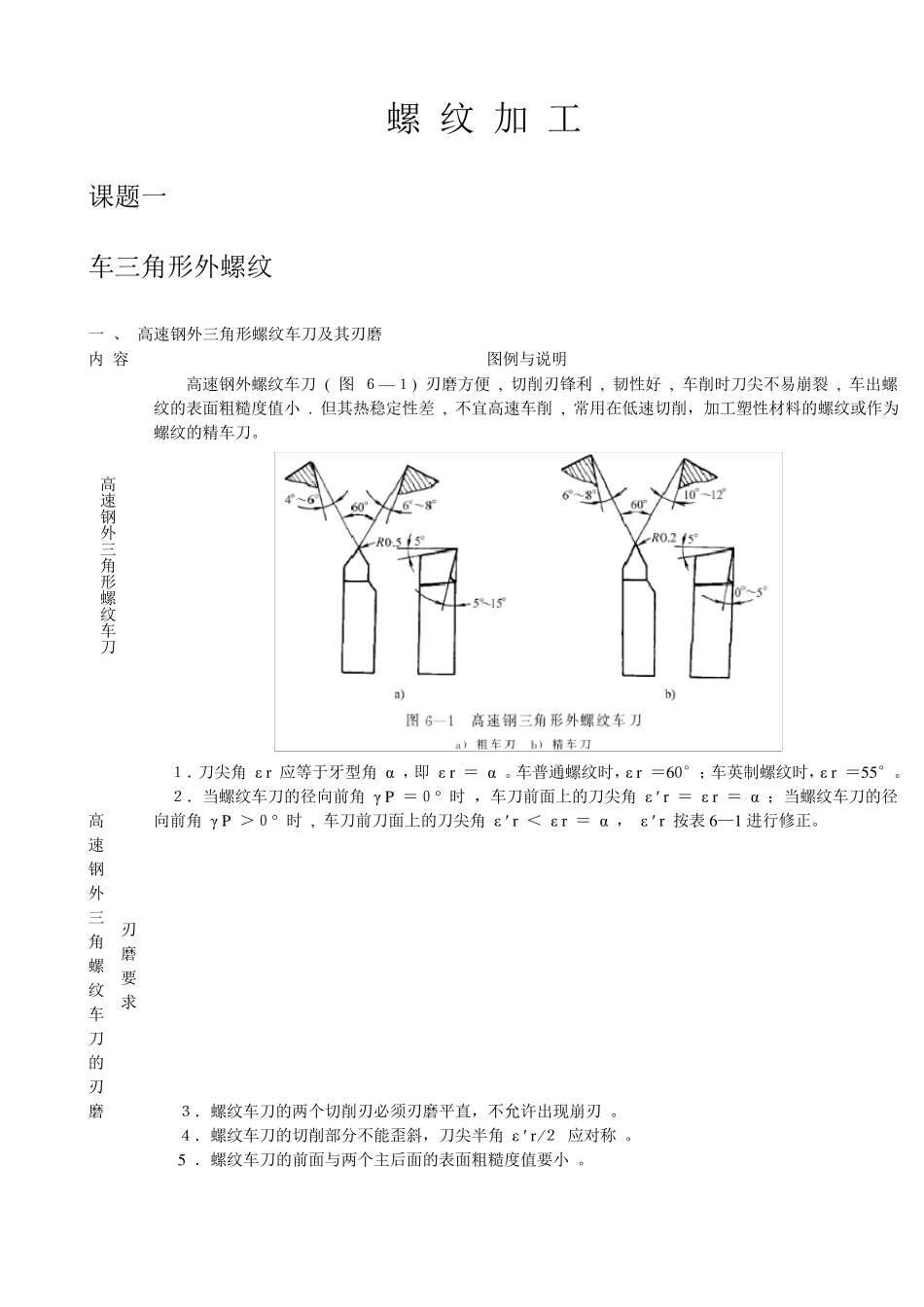
螺 纹 加 工 课题一 车三角形外螺纹 一 、 高速钢外三角形螺纹车刀及其刃磨 内 容 图例与说明 高速钢外三角形螺纹车刀 高速钢外螺纹车刀 ( 图 6—1) 刃磨方便 , 切削刃锋利 , 韧性好 , 车削时刀尖不易崩裂 , 车出螺纹的表面粗糙度值小
但其热稳定性差 , 不宜高速车削 , 常用在低速切削,加工塑性材料的螺纹或作为螺纹的精车刀
高速钢外三角螺纹车刀的刃磨 刃磨要求 1.刀尖角 ε r 应等于牙型角 α ,即 ε r = α
车普通螺纹时,ε r =60°;车英制螺纹时,ε r =55°
2.当螺纹车刀的径向前角 γ P =0° 时 ,车刀前面上的刀尖角 ε ′ r = ε r = α ;当螺纹车刀的径向前角 γ P >0° 时 , 车刀前刀面上的刀尖角 ε ′ r < ε r = α , ε ′ r 按表6—1 进行修正
3.螺纹车刀的两个切削刃必须刃磨平直,不允许出现崩刃
4.螺纹车刀的切削部分不能歪斜,刀尖半角 ε ′ r ∕2 应对称
5 .螺纹车刀的前面与两个主后面的表面粗糙度值要小
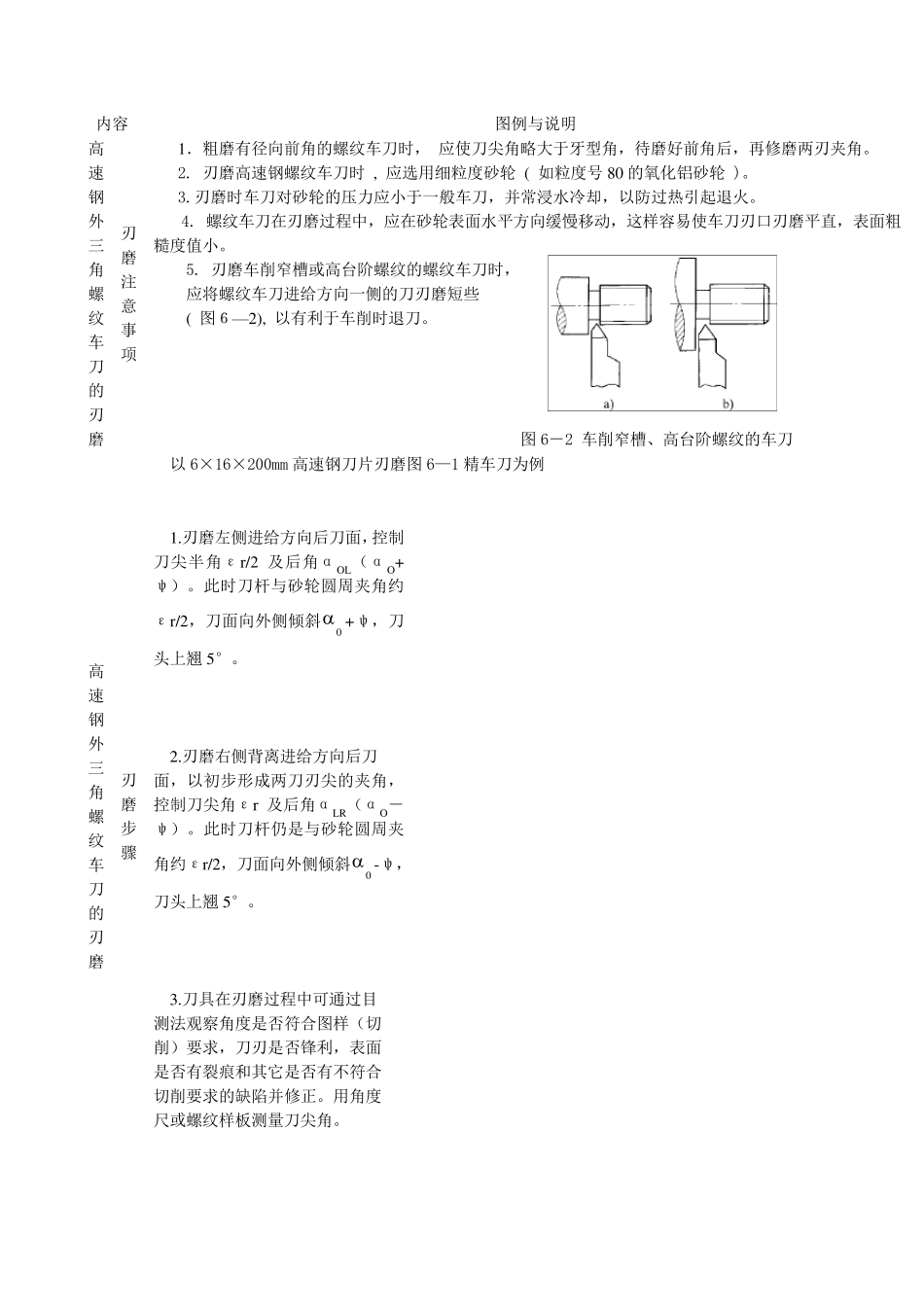
内 容 图 例 与 说 明 高速钢外三角螺纹车刀的刃磨 刃磨注意事项 1. 粗 磨 有 径 向 前 角 的 螺 纹 车 刀 时 , 应 使 刀 尖 角 略 大 于 牙 型 角 , 待 磨 好 前 角 后 , 再 修 磨 两 刃 夹 角
刃 磨 高 速 钢 螺 纹 车 刀 时 , 应 选 用 细 粒 度 砂 轮 ( 如 粒 度 号 80 的 氧 化 铝 砂 轮 )
刃 磨 时 车 刀 对 砂 轮 的 压 力 应 小 于 一 般 车 刀 , 并 常 浸 水 冷 却 , 以 防 过 热 引 起 退 火
螺 纹 车 刀 在 刃 磨 过 程 中 , 应 在 砂 轮 表 面 水 平 方 向 缓 慢 移 动 , 这 样 容 易 使 车