板坯连铸关键设备对铸坯质量的影响 对于板坯连铸机而言,设备是生产、质量的根本和基础,设备对于一台连铸机的重要性不言而喻
设备在维修、维护过程中出现偏差,降低标准都会直接或间接影响到铸坯质量
为此,我从以下三个连铸机关键设备可能对铸坯质量产生的影响与大家进行交流研究
一、结晶器 1、倒锥度对铸坯质量的影响: 结晶器倒锥度太大会增加坯壳与器壁挤压和拉坯的阻力,引起横裂甚至坯壳断裂
铜板镀层磨损后还可能因导热不均导致裂纹等缺陷的产生
因此对结晶器进行维修调整时必须认真测量控制倒锥度
导致倒锥度变化的因素: 作为结晶器关键参数之一,我们在维修调整结晶器过程中都会特别注意将倒锥度调整到要求范围内,为什么结晶器使用后会发生“跑锥度”问题呢
我们需要关注以下几个细节: (1)确保结晶器宽面夹紧力
目前板坯连铸机结晶器宽面均通过机械、液压等形式进行夹紧,我们想从根本上杜绝“跑锥度”首先把上下部夹紧机构调整符合要求
(2)窄面锁紧机构及支撑杆焊接
在调整好结晶器锥度后必须锁紧窄面调宽机构并焊接支撑杆
(3)调宽过程注意消除机构间隙
由于窄面调宽机构、连接部位均存在加工间隙,为此需在调宽过程中注意消除,具体做法为调任一规格都应从外向内调整,即最后调宽机构动作方向为向结晶器中心移动方向
(4)注意调整好的结晶器角缝
因为结晶器多次更换断面、铜板加工问题等原因造成角缝会减少窄面铜板与宽面铜板接触面,同时减少摩擦力,容易引发“跑锥度”
2、结晶器内壁表面状况影响: 目前铜板镀层可分为单一镀层和复合镀层
单一镀层有铬;镍-铁;镍-钴
小方坯因产品要求低,价格低,多采用镀铬;大方坯和板坯产品质量要求高,对铜板的寿命要求高,故多用复合镀层,现时用镍-铁镀层的较少,大多采用镍-钴镀层
其优点:耐磨;结合力强
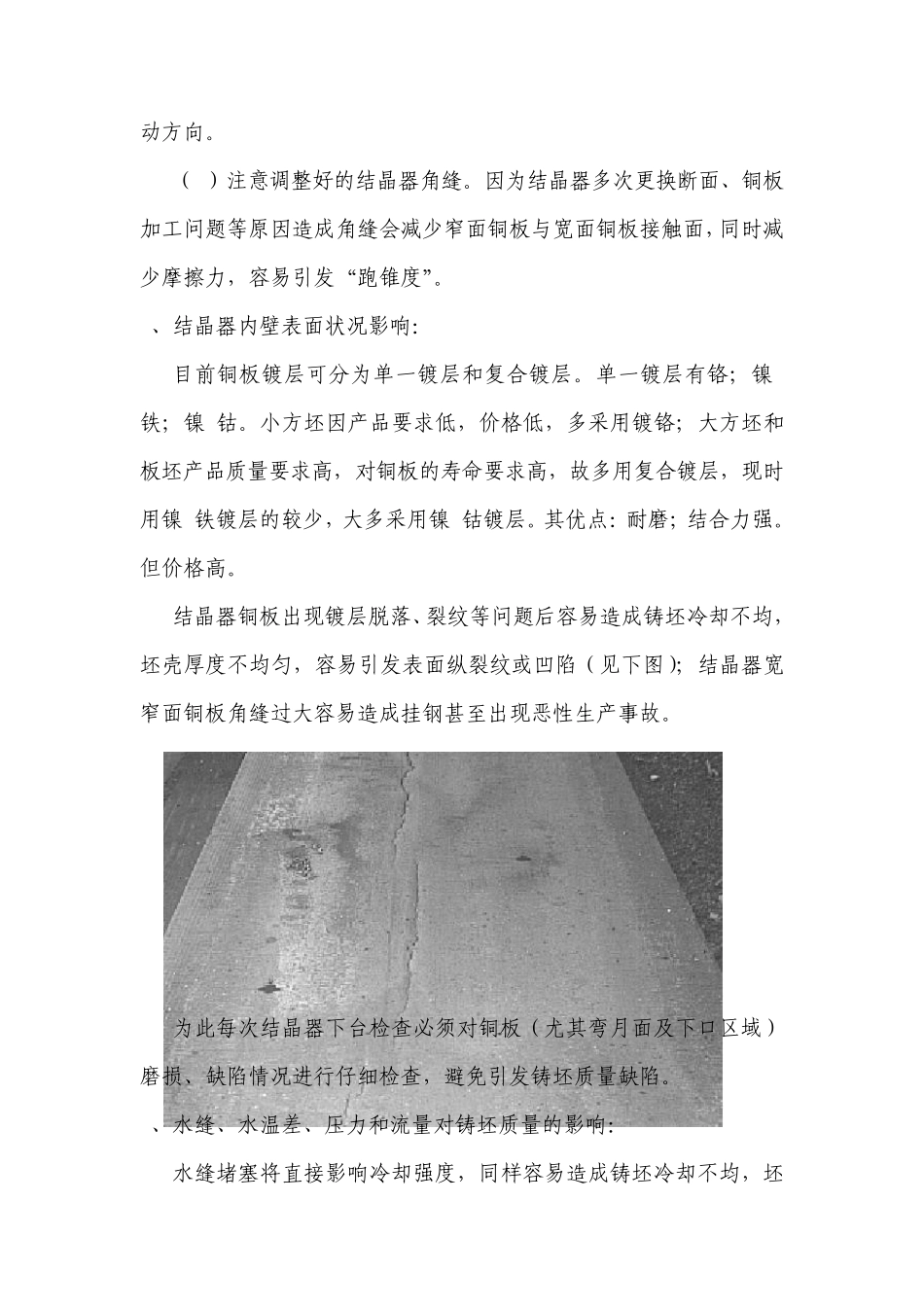
结晶器铜板出现镀层脱落、裂纹等问题后容易造成铸坯冷却不均,坯壳厚度不均匀,容