第一节 屋面上层板现场加工方法 1、涂装车间的屋面上层板采用镀铝锌原色压型钢板,波峰高度不小于 70mm,适用于郑州地区,其檩距满足设计图纸要求,具有较强的抗风压和热胀冷缩能力,并有可靠的品质保证措施,我公司根据招标文件要求采用烨辉生产的CSS5标准板型
根据本工程的实际情况,厂房的屋面板生产时,采用将成型机台放至已搭好的屋面脚手架上进行
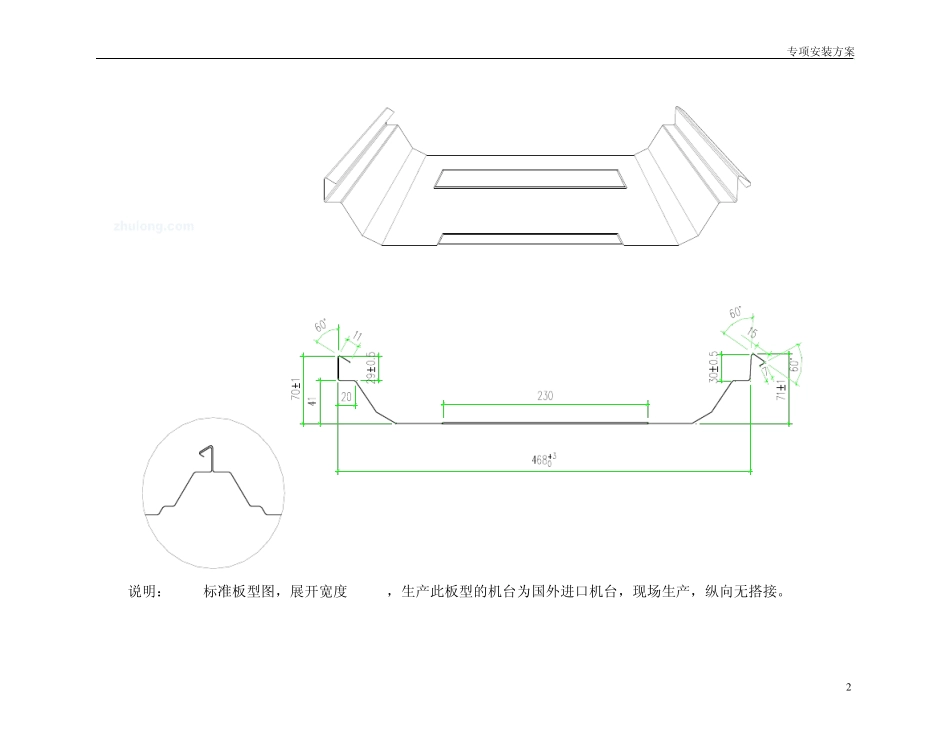
专项安装方案 2 说明:CSS5标准板型图,展开宽度600mm,生产此板型的机台为国外进口机台,现场生产,纵向无搭接
专项安装方案 3 2、放至屋面脚手架的上层板生产
1施工准备:屋面机台及屋面钢卷均已到达施工现场
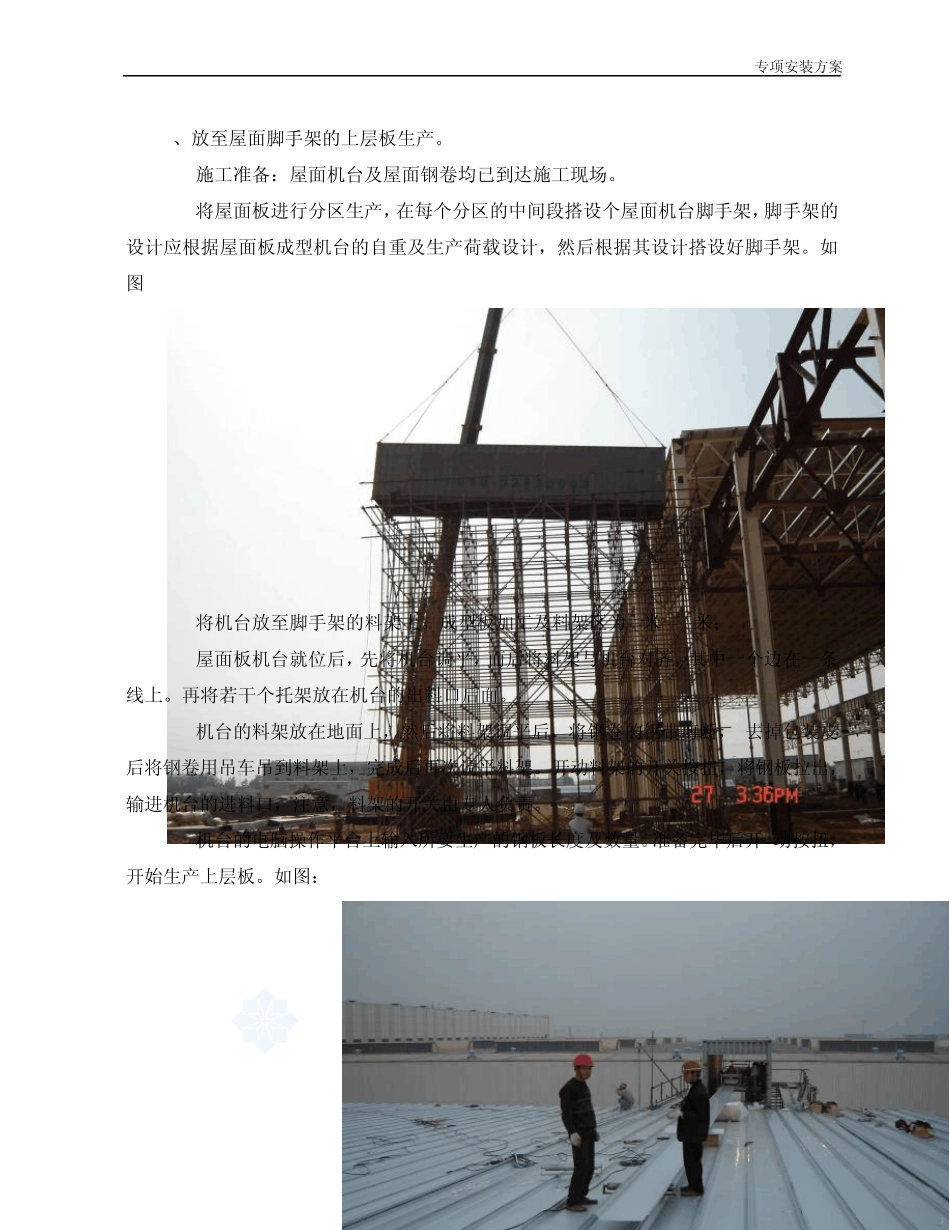
2将屋面板进行分区生产,在每个分区的中间段搭设个屋面机台脚手架,脚手架的设计应根据屋面板成型机台的自重及生产荷载设计,然后根据其设计搭设好脚手架
3将机台放至脚手架的料架上
成型板加工及料架区为6米*15米; 2
4屋面板机台就位后,先将机台调平,而后将料架与机台对齐,其中一个边在一条线上
再将若干个托架放在机台的出料口后面
5机台的料架放在地面上,然后将料架调平后,将钢卷的钢带剪断, 去掉包装皮后将钢卷用吊车吊到料架上,完成后再次调平料架
开动料架的开关按扭,将钢板拉出,输进机台的进料口,注意,料架的开关由专人负责
6机台的电脑操作平台上输入所要生产的钢板长度及数量
准备完毕后开 动按扭,开始生产上层板
如图: 3、在刚开始生产时,要先试生产一片短板,并在生产的过程中观察是否有刮漆、卷边或不平整等现象,并对成型机台进行微调,使成型出的屋面板达到最佳效果,并时常检查其长度是否有误差
4、生产完后用人工方式将板搬到屋面分区的两侧,注意每堆不宜过高,一般为 10-15片
5、若生产出的屋面板未当天安装,要用绳子将整捆的钢板绑好,以免大风将板刮断
当一个分区的屋面板生产完后,用同样的方法进