硬化层测定及表示方法定义:1
有效硬化层深度:1
1-当钢进行渗碳或渗碳氮化淬火处理后,回火温度不超过200°C,从硬化层表面垂直往心部位置检测至HMV值550的距离
2-当钢的心部硬度高于HMV值550以上,从硬化层表面垂直往心部位置测至HMV值700的距离
3-当有违反冲突到厂内上述两点自订标准,则以客户要求的合约订单标准执行
或经本厂建议及双方共同研讨且必须经客户同意的协调内容,订为标准合约
全硬化层深度:判別硬化层表面与心部基地,物理与化学性质的差异,区別其位置地距离
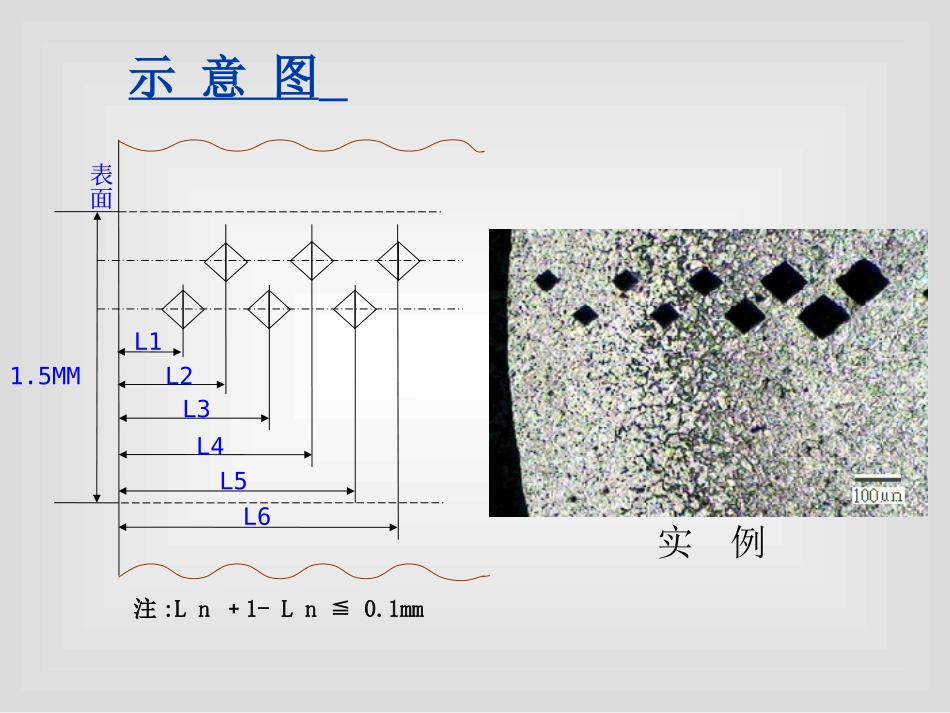
示意图L1L2L3L4L5L61
5MM表面注:Ln﹢1-Ln≦0
1mm实例测定及表示方法微小维克氏硬度试验法:(一)
1-测试样品原则上采用客户供应品,若无时,也可使用与成品实施相同条件的厂内测试试片测试
2-测试样品须从硬化层表面垂直切断,切断面为检测面
3-检测面依微小维克氏硬度试验法测定硬化层的硬度分布曲线,再由检测的曲线依其定义判定有效硬化层深度和全硬化层深度
4-微小维克氏硬度试验使用测试荷重,原则上以0
3kgf,但于必要场合时0
0kgf皆可使用
1-检测面的位置测定,需从表面垂直往心部位置依序测定硬度,并依序记录硬度测定结果或作成硬度分布曲线
2-微小维克氏硬度试验测定硬度分布曲线时,如判定硬化层深度小于1
5mm以内,则测定间隔原则上小于0
1mm,必要场合时则可视情況而定
硬化层深度大于1
5mm时,硬度测定点间隔可大于0
3-依微小维克氏硬度试验,相临两个压痕中心的间隔必须大于压痕对角线长度的2
5倍,且压痕中心距离试片边缘也须有压痕对角线长度的2
表面硬度HMV(0
5)872心部硬度HMV(0
3)1260
1mm8000
2mm8460
3mm7610
4mm6210
5mm4000