4 车床装配精度检测1.床身导轨的直线度和平行度☆ 纵向导轨调平后,床身导轨在垂直平面内的直线度检验工具:精密水平仪检验方法:如图所示,水平仪沿Z 轴向放在溜板上,沿导轨全长等距离地在各位置上检验,记录水平仪的读数,并记入“报告要求 ”中的表1 中,并用作图法计算出床身导轨在垂直平面内的直线度误差
☆ 横向导轨调平后,床身导轨的平行度检验工具:精密水平仪检验方法:如图 所示,水平仪沿X 轴向放在溜板上,在导轨上移动溜板,记录水平仪读数,其读数最大值即为床身导轨的平行度误差
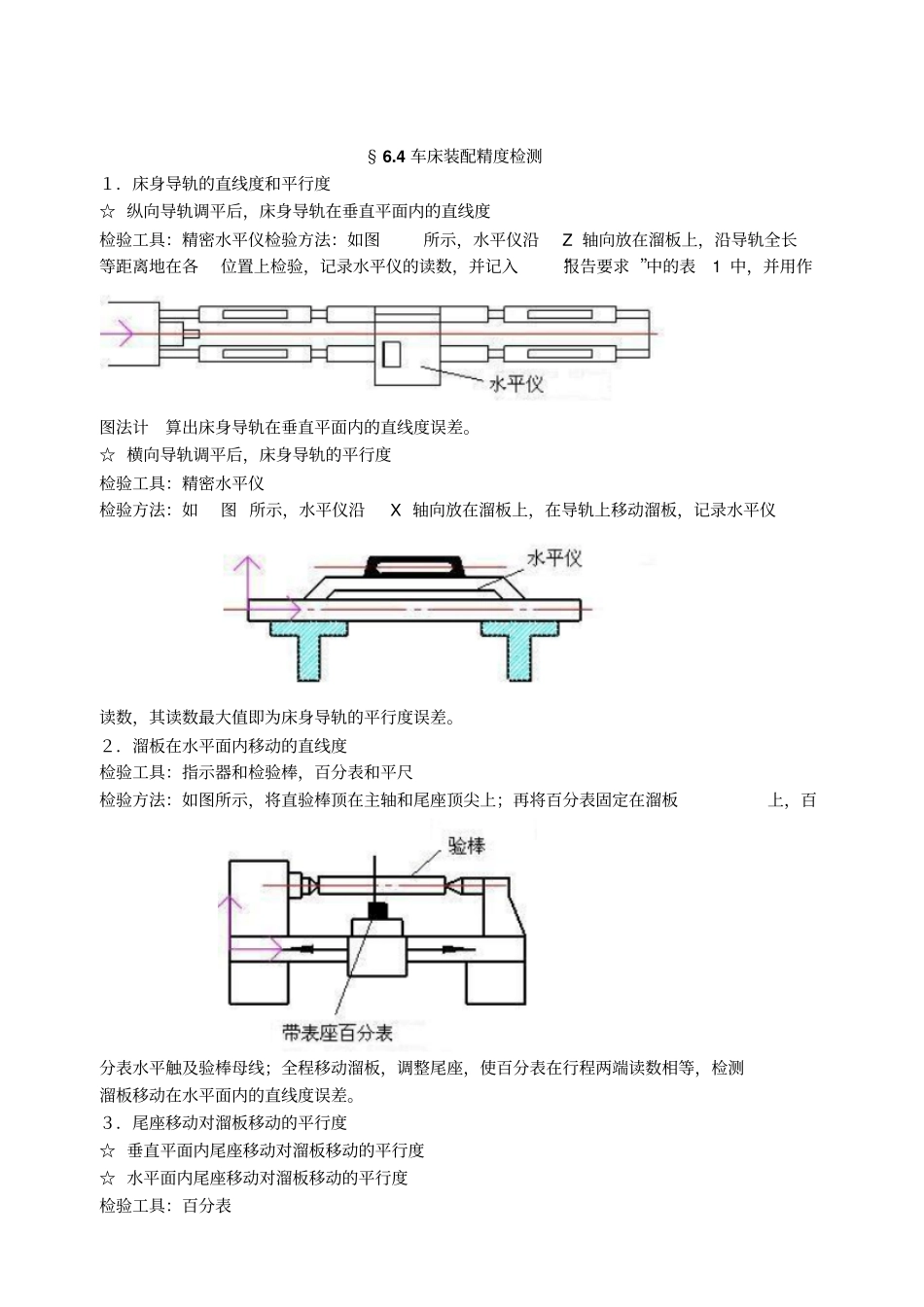
2.溜板在水平面内移动的直线度检验工具:指示器和检验棒,百分表和平尺检验方法:如图所示,将直验棒顶在主轴和尾座顶尖上;再将百分表固定在溜板上,百分表水平触及验棒母线;全程移动溜板,调整尾座,使百分表在行程两端读数相等,检测溜板移动在水平面内的直线度误差
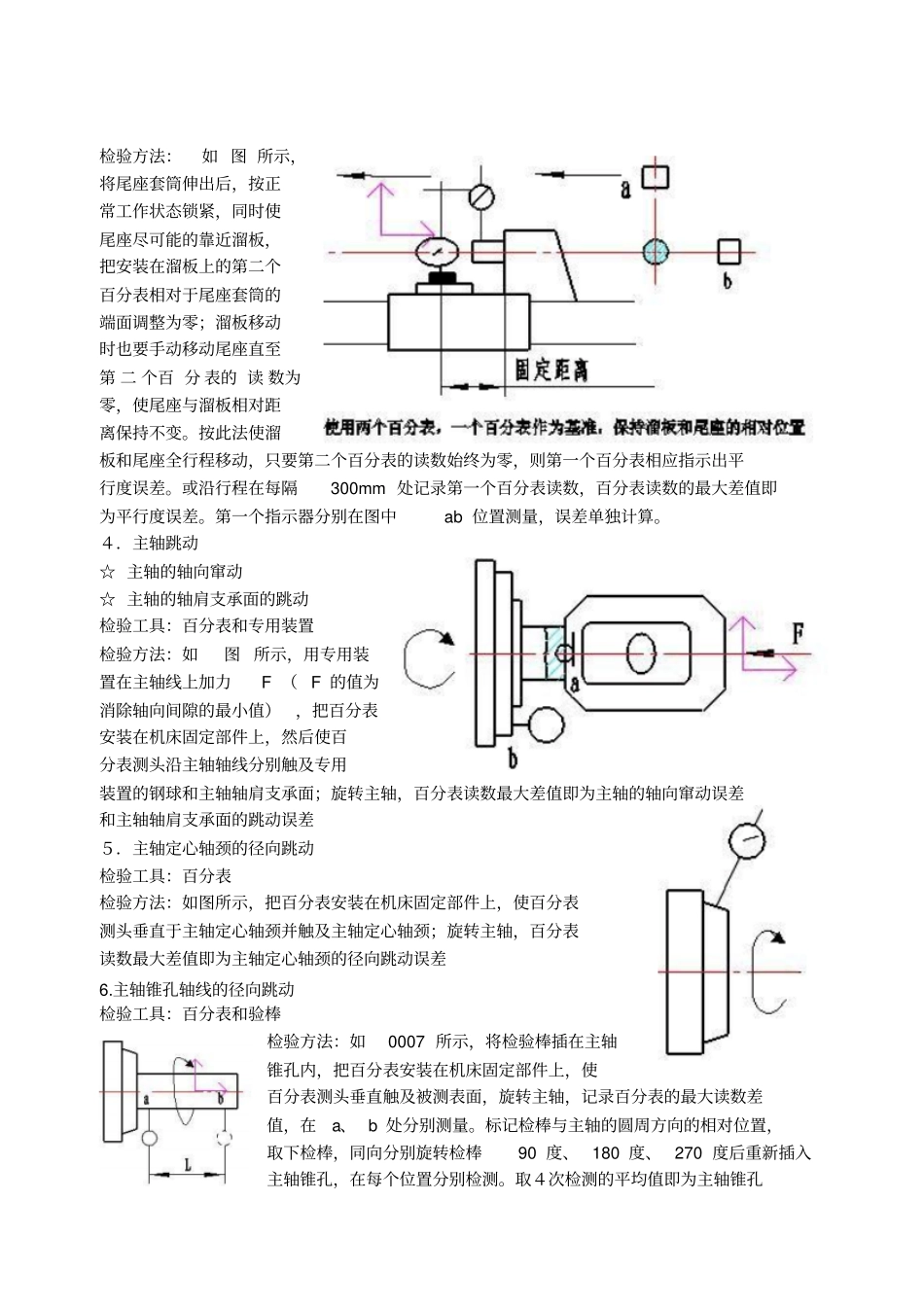
3.尾座移动对溜板移动的平行度☆ 垂直平面内尾座移动对溜板移动的平行度☆ 水平面内尾座移动对溜板移动的平行度检验工具:百分表检验方法:如 图 所示,将尾座套筒伸出后,按正常工作状态锁紧,同时使尾座尽可能的靠近溜板,把安装在溜板上的第二个百分表相对于尾座套筒的端面调整为零;溜板移动时也要手动移动尾座直至第 二 个百 分 表的 读 数为零,使尾座与溜板相对距离保持不变
按此法使溜板和尾座全行程移动,只要第二个百分表的读数始终为零,则第一个百分表相应指示出平行度误差
或沿行程在每隔300mm 处记录第一个百分表读数,百分表读数的最大差值即为平行度误差
第一个指示器分别在图中ab 位置测量,误差单独计算
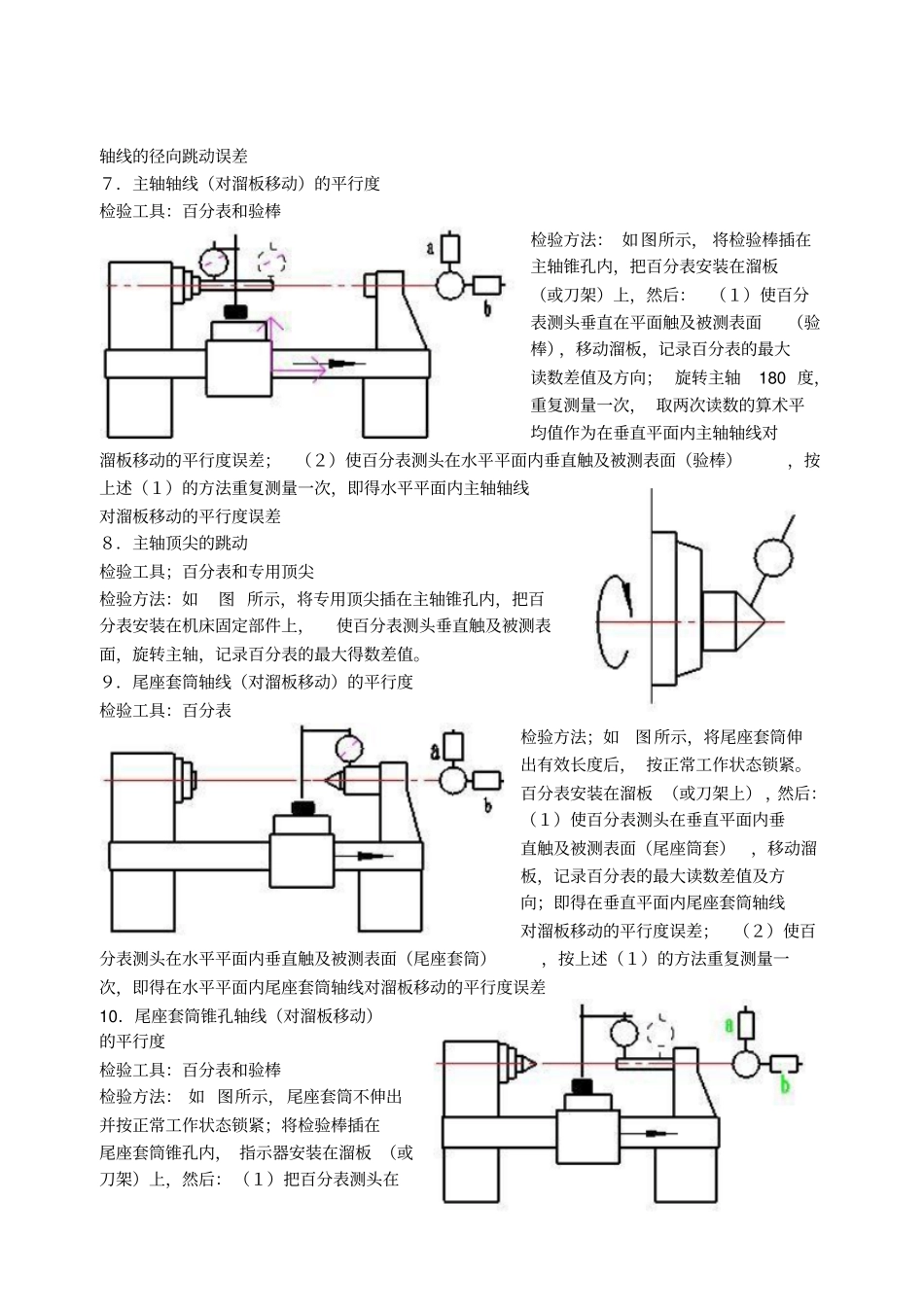
4.主轴跳动☆ 主轴的轴向窜动☆ 主轴的轴肩支承面的跳动检验工具:百分表和专用装置检验方法:如图 所示,用专用装置在主轴线上加力F ( F 的值为消除轴向间隙的最小值),把百分表安装在机床固定部件上,然后使百分表测头沿主轴轴线分别触及专用装置的钢球和主轴轴肩