车削一批轴的外圆,其尺寸要求为mm05
025,已知此工序的加工误差分布曲线是正态分布,其标准差σ=0
025mm,曲线的峰值偏于公差带的左侧0
试求零件的合格率和废品率
工艺系统经过怎样的调整可使废品率降低
①画正态分布曲线:②49931
021fzfz③合格率为:(0
2881 +0
49931 )×100%= 78
741 %④不合格率为: 1-78
741 %=21
259 %⑤曲线的峰值偏于公差带的左侧,调整工艺系统, 使得曲线的分部中心和公差带的中心重合,可以减少不合格率,调整距离为203
015mm 2
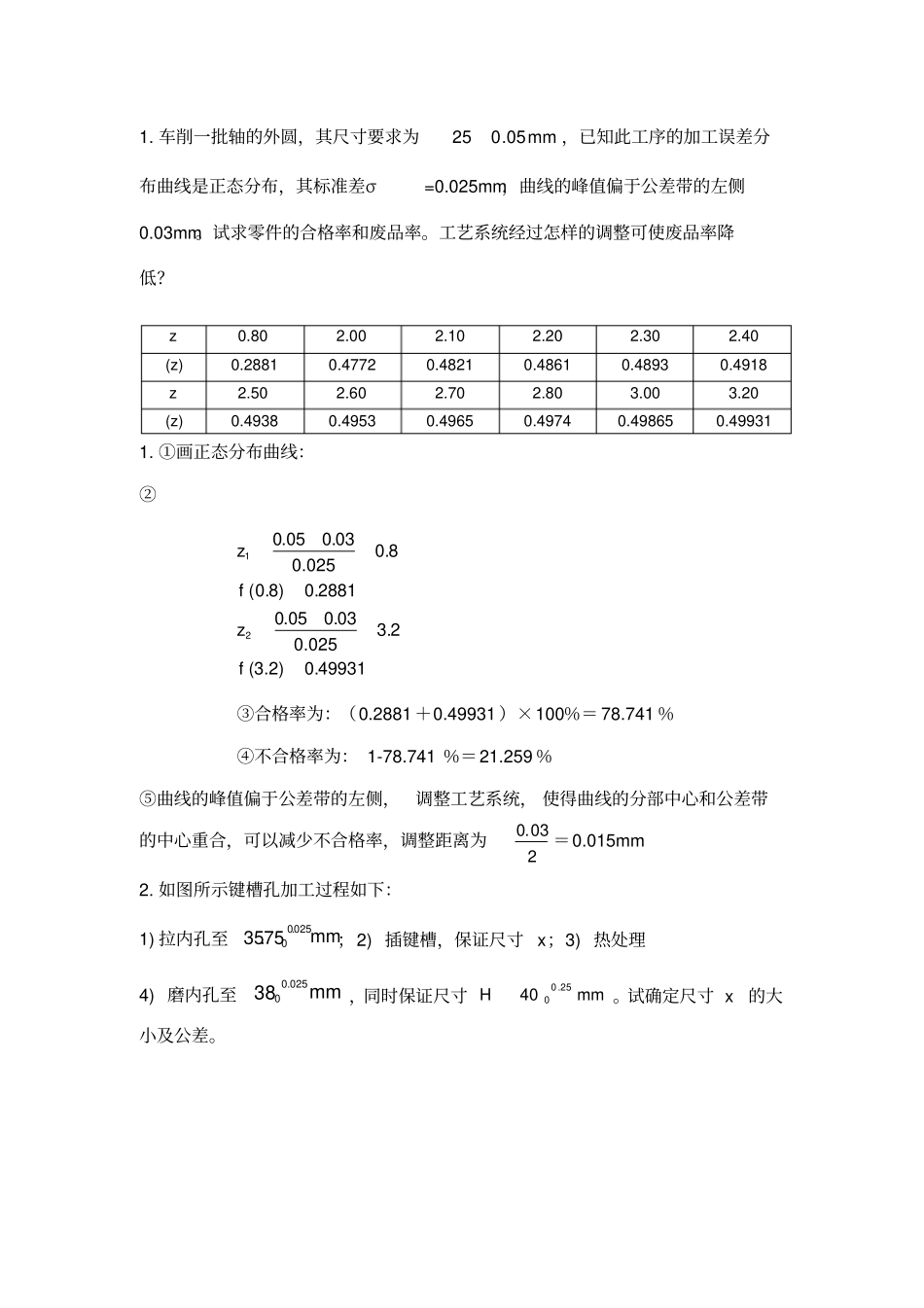
如图所示键槽孔加工过程如下:1) 拉内孔至mm025
35;2) 插键槽,保证尺寸 x;3) 热处理4) 磨内孔至mm025
0038,同时保证尺寸mmH25
试确定尺寸 x 的大小及公差
40 (z) 0
2881 0
4772 0
4821 0
4861 0
4893 0
4918 z 2
20 (z) 0
4938 0
4953 0
4965 0
4974 0
49865 0
49931 2
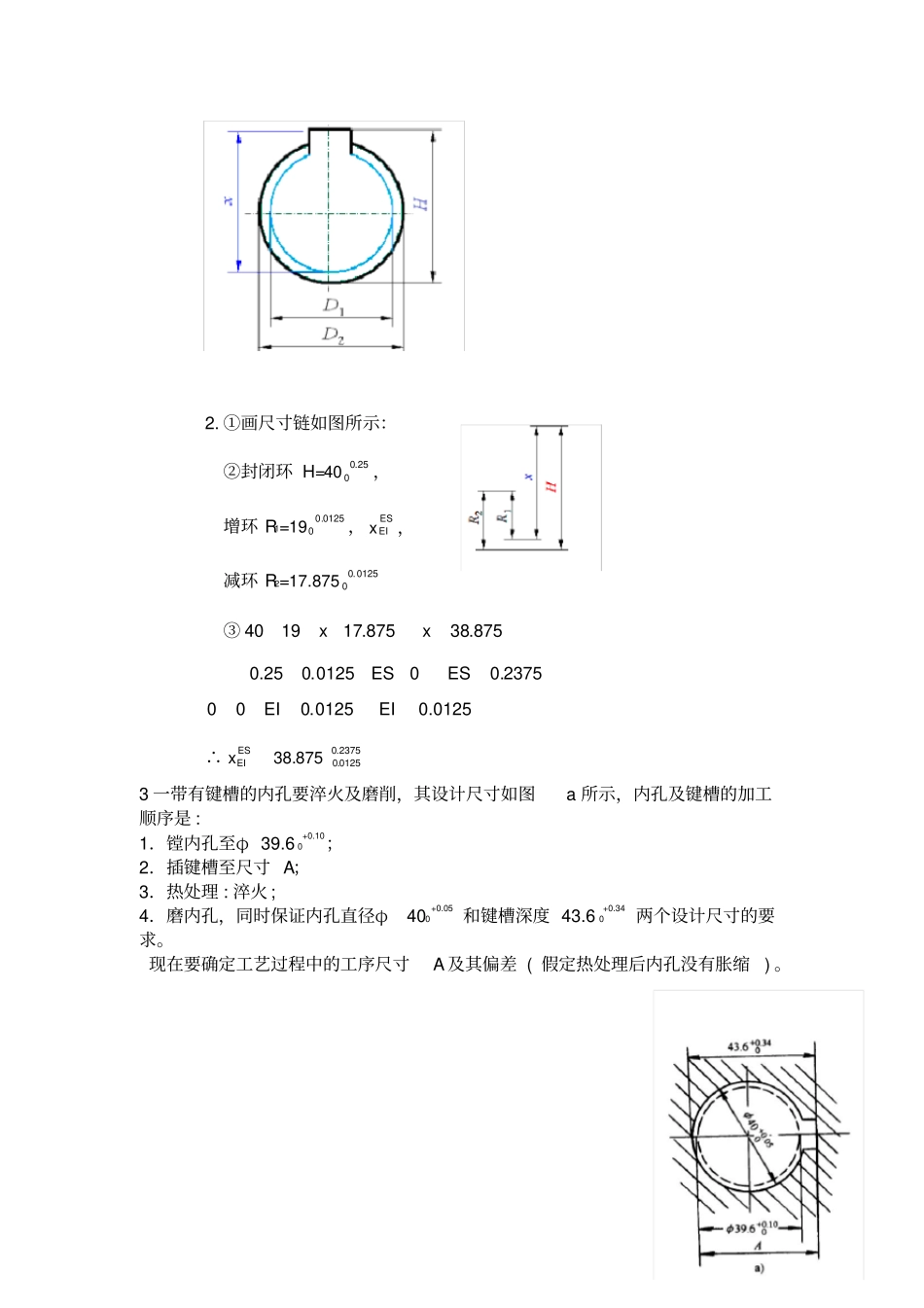
①画尺寸链如图所示:②封闭环 H=25
0040,增环 R1=0125
0019,ESEIx,减环 R2=0125
17③875
171940xx2375
000125
0ESES0125
000EIEI∴2375
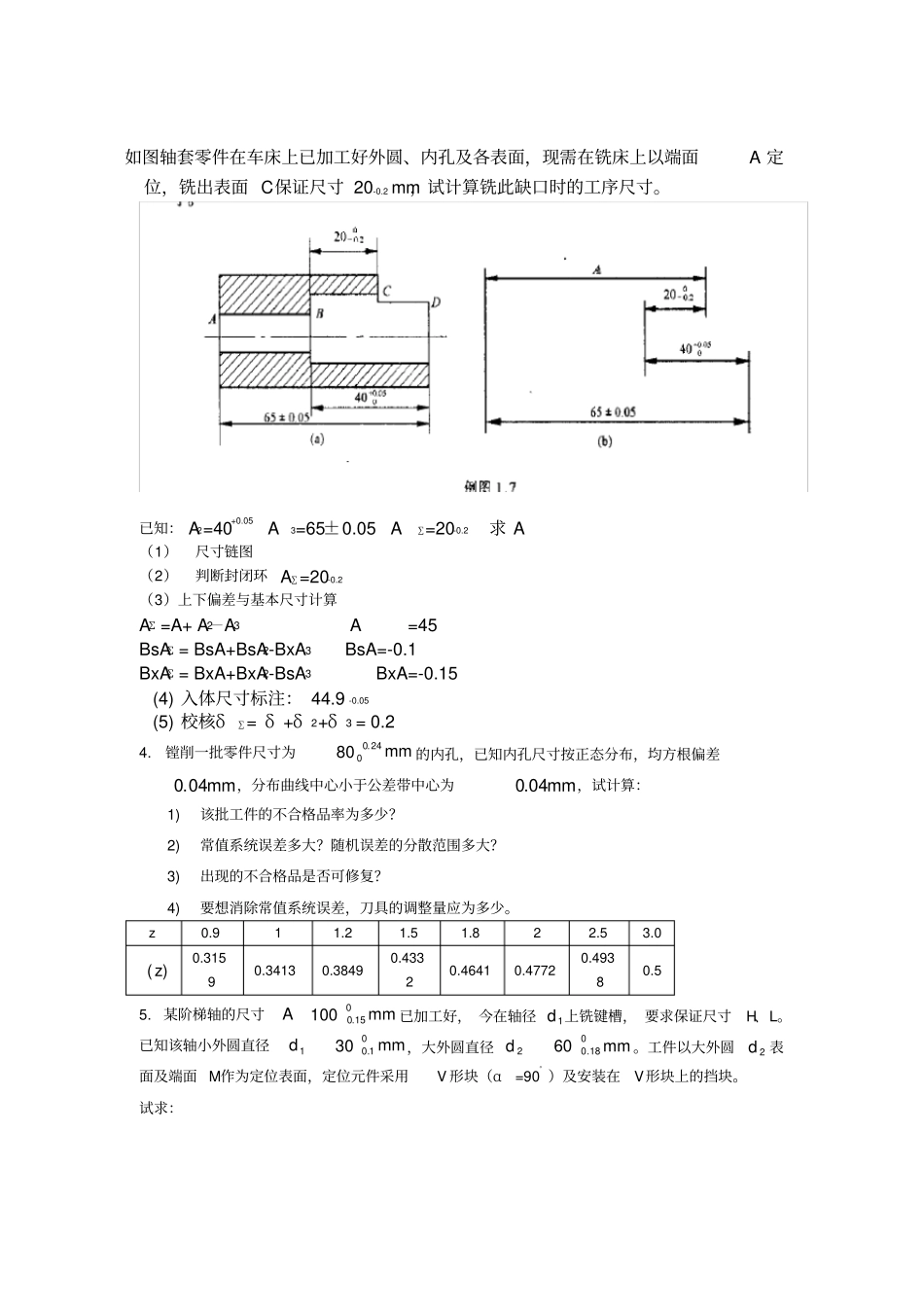
38ESEIx3 一带有键槽的内孔要淬火及磨削,其设计尺寸如图a 所示,内孔及键槽的加工顺序是 : 1.镗内孔至φ 39