下载后可任意编辑 压力钢管制作和安装施工组织设计1、概述:2、 压力钢管制造2
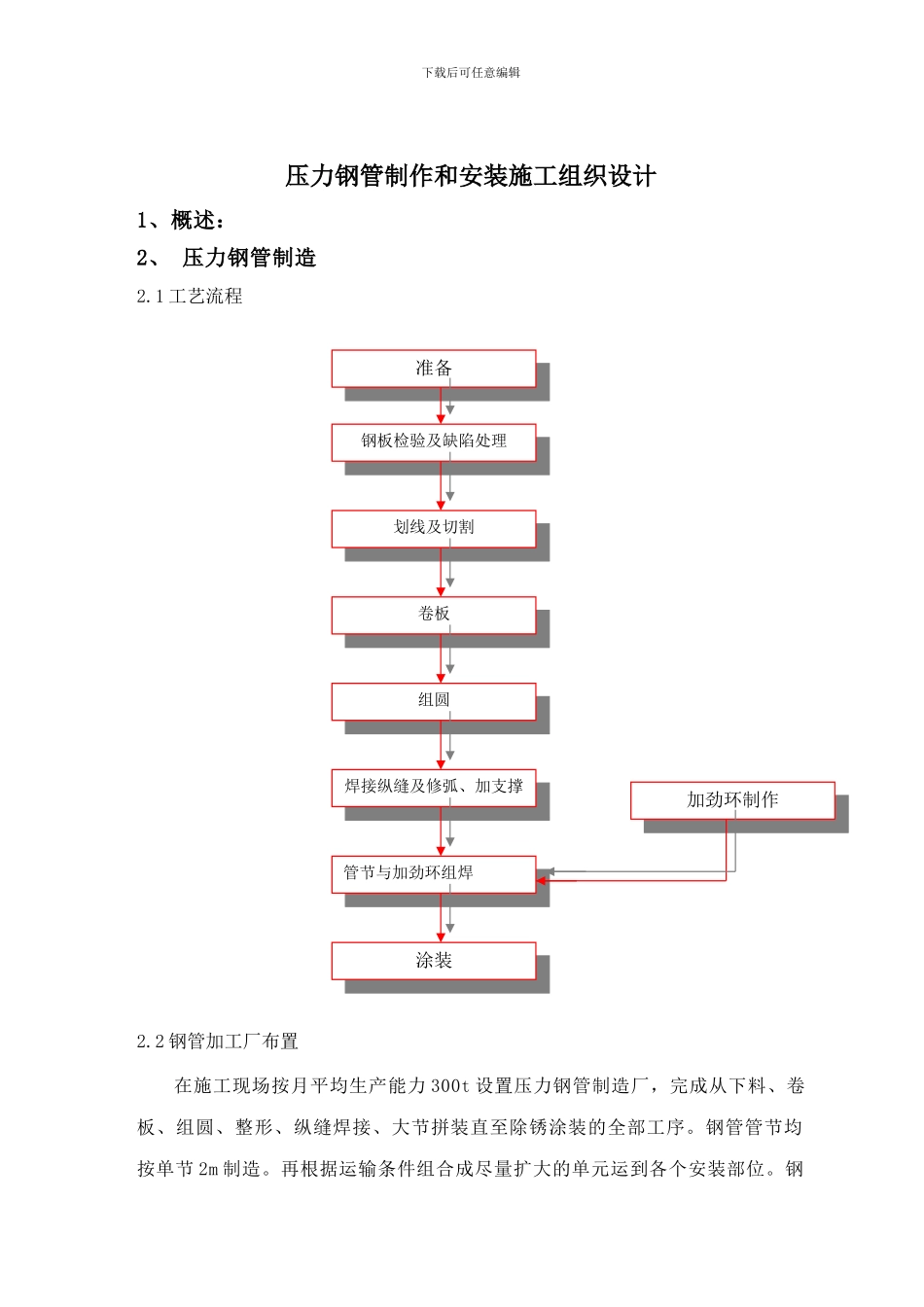
1 工艺流程2
2 钢管加工厂布置在施工现场按月平均生产能力 300t 设置压力钢管制造厂,完成从下料、卷板、组圆、整形、纵缝焊接、大节拼装直至除锈涂装的全部工序
钢管管节均按单节 2m 制造
再根据运输条件组合成尽量扩大的单元运到各个安装部位
钢准备准备钢板检验及缺陷处理钢板检验及缺陷处理划线及切割划线及切割卷板卷板组圆组圆焊接纵缝及修弧、加支撑焊接纵缝及修弧、加支撑管节与加劲环组焊管节与加劲环组焊加劲环制作加劲环制作涂装涂装下载后可任意编辑管厂内主要设备为 3( m)×60( mm)卷板机一台
延长度方向布置一台20t(跨距 20 米)龙门吊承担钢材卸车、钢板下料、卷板、钢管组圆及焊接等工序转移任务,装车、倒运等主要由汽车吊配合平板载重汽车承担,厂房内布置钢板存放场、划线平台、钢管切割下料平台、组焊平台及防腐除绣涂漆区等 ,占地面积为: 120m×40m
(见下图)2
3 压力钢管制作措施和主要施工工艺2
1 压力钢管制作准备(1)技术准备:① 图纸审核和工艺设计为保证所承担的压力钢管制造工程质量达到有关各项技术要求和按期完成下载后可任意编辑施工任务,进行技术文件审核工作,包括审核图纸、设计通知以及招标文件上的各项有关技术条款和设计图上的技术要求,进行分项工艺设计
② 编制采购清单制订本工程项目所需的钢材、焊接材料及各种消耗性材料的计划清单
计划清单严格按设计要求编制,全部采购工作以清单为准
③ 工艺图的设计和绘制以设计施工图纸为准,绘制钢管下料图、加工图、部件和构件组装图、工装图、工艺图以及各项技术检查卡片等
④ 技术交底对施工人员进行技术交底,在各工序中严格执行技术法律规范以及施工图要求、招标文件上所规定的各项技术要求进行施工验收
(2)材料准备:① 钢材和焊接材料准备:钢材的采购清